![]()
|
|
|
| |
|
| |
||||||||||
|
||||||||||
| |
||||||||||
|
||||||||||
|
||||||||||
|
|
|||||||||
|
Although Gordon Buehrig (pronounced
'b-yur-ig') was by
his own admission a mediocre artist, he managed to make an exceptional
career
for himself as an automobile designer. He had an uncanny knack of being
in the
right place at the right time, and during his 4½ decades in the
business worked
on some of America's most appreciated automobiles. Fellow stylist Richard A. Teague summed it
up best in the
prologue to Buehrig's 1975 autobiography:
Buehrig considered himself an automobile
architect and
sculptor rather than a technologist and engineer. Throughout his
career, he
chose opportunities to create individual new designs over those which
offered
financial security and career advancements and was awarded 15 US
Patents during
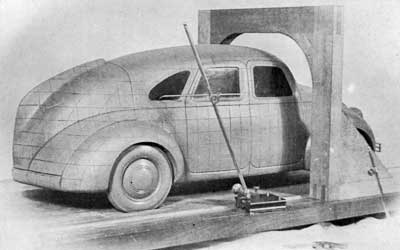
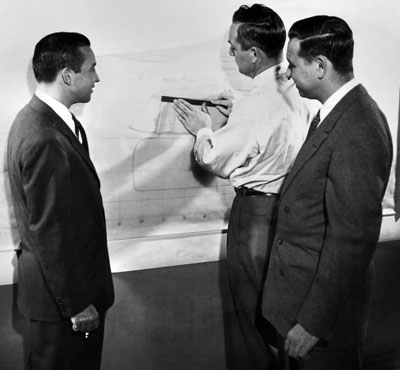
his lifetime. He was a master of the clay model and was
the first designer
to incorporate the moveable styling bridge, an inverted U-shaped
measuring tool
that traveled transversely over the length of the car on tracks. With
it, any
point on the surface of the vehicle could be
instantly
located in space, and matched to the corresponding point on a body
draft.
Although styling bridges are now computer-controlled, they're still
found in
the world's leading design studios, a full 80 years after Buehrig
introduced
them. Buehrig also worked on the design staffs of
Raymond Loewy
Inc., the Budd Mfg. Co., Consolidated Aircraft, Dietrich Inc., General
Motors
Art and Colour, Goodyear, Gotfredson Body Co. and the King Seeley Co.
At one
time or another Buehrig worked at or designed bodies for such varied
manufacturers as Auburn, Buick, Cord, Duesenberg, Ford, Franklin,
Jewett,
Lincoln, Packard, Peerless, Pierce-Arrow, Studebaker, Stutz, White
Truck and
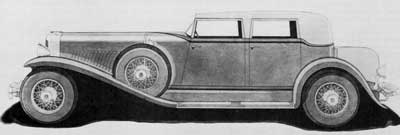
Wills Ste Claire. Buehrig was personally responsible for the
design of the
Auburn 851 Speedster, the Cord 810/812 and over half the coachwork that
graced
Duesenberg's Model J: the Beverly Berline (built by Murphy, Rollston
and
Weymann); the Tourster (built by Derham); the Town Car (a single
example built
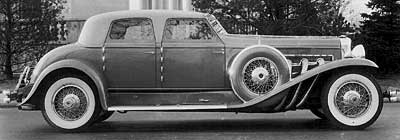
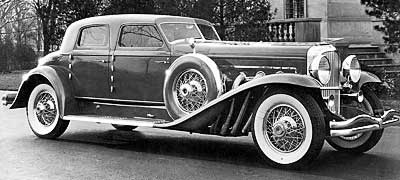
by Brunn); the Twenty Grand (a single example built by Rollston); the
Convertible Torpedo Victoria (built by Rollston); and the Torpedo
Phaeton
(built by Brunn and Weymann-American). He also designed the stillborn Tasco
sportscar and patented
its removable T-Top, which would turn up two decades later on the 1968
Corvette. He ended his corporate career at the Ford Motor Co. where he
designed
Ford's first convertible hardtop, spearheaded the design of the
Continental
Mark I and Continental Mark II and helped engineer its stillborn
retractable
hardtop which debuted on the 1957 Ford. After
retiring from Ford Buehrig taught design at the Art
Center College
of Design in Pasadena, California and later in life introduced his own
Corvette-based neo-classic coupe, the Buehrig Motor Car. One of his
last
projects was working as a consultant for The Franklin Mint which was in
the
process of putting out a series of highly detailed 1:24 and 1:16 scale
classic
car models, several of which Buehrig had designed originally. According to C. Edson Armi, who conducted an
extensive
interview with Buehrig in preparation for his 1988 book, 'The Art of
American
Car Desiqn: The Profession and Personalities':
Gordon Miller Buehrig was born on June 18,
1904 in Mason
City, Mason City Township, Mason County, Illinois to Fred William and
Mary
Louise (Miller) Buehrig. He had an older brother, Donald Fredrick
Buehrig, (b.
January 16, 1902 - d. February 20 1972) who was born on January 16,
1902. The
1910 US Census lists the family on Menard St., Mason City, their
father's
occupation, cashier at the Central Illinois State Bank (reorganized as
the
Mason City National Bank in 1944). The father of our subject was born on
September 5, 1869 in
Fort Madison, Iowa to Fredrick and Caroline Buehrig, two German
immigrants. The
1870 US Census lists Gordon's grandfather's occupation as 'retail
dealer in
books and shoes', his grandmother's birthplace as the Alsace-Lorraine. Our subject's mother, Mary Louise (Miller)
Buehrig, was born
on December 9, 1873 in San Jose, Illinois to Frederick H. and Mary
(Skinner)
Miller. Her father was born in New Hampshire, her mother in Oswego, New
York. The 1920 US Census lists the family around
the corner from
Menard St. on Division St., Mason City – his father's position remains
as
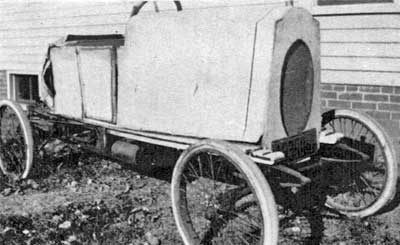
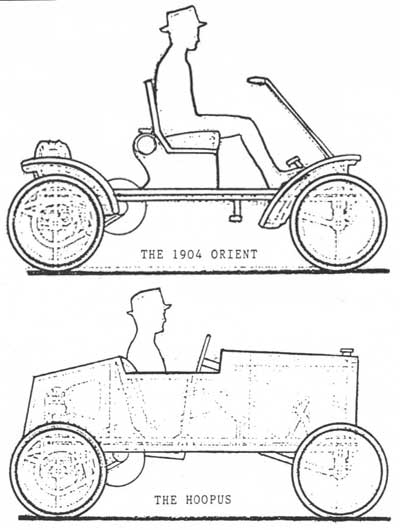
cashier at the Central Illinois State Bank. As a youngster he was fascinated by
automobiles and was
frustrated because his father didn't own one. His older cousin acquired
a 1904
Orient Buckboard and started to build a special car on this primitive
chassis.
Gordon and his brother, then high school students, inherited the
project when
their cousin got another car. They attempted to construct a speedster
body for
the Buckboard, using screen wire over a wooden frame, covering this
with a
mixture of sawdust and glue. Finding this unsatisfactory, the boys
covered the
framework with canvas and motored about the small Illinois town in
their
miniature speedster. As youngsters the two Buehrig boys were
fascinated with
automobiles and were disappointed that their father, who was cashier
(aka
manager) of the Central Illinois State Bank, wouldn't buy one. As
teenagers
they acquired a half-completed 1904 Orient Buckboard project car from a
cousin
and proceeded to turn it into a speedster, creating their own coachwork
using a
wooden frame covered with wire screening. The original surface of the
'Hoopus'
(their name for the jalopy), a homegrown concoction of sawdust and
glue, proved
unsatisfactory and was subsequently replaced with doped canvas. Luckily for the boys their family was
relatively well-off
when compared to their Mason City neighbors, allowing both of them to
pursue
higher education after secondary school. After graduating from High
School in
1920, Donald attended Bradley Polytechnic
Institute in Peoria, Illinois and after his 1925 graduation
embarked on a
sales career, moving to Los Angeles where he sold insurance and worked
as a
buyer at Lockheed. Gordon followed in his older brother's
footsteps, embarking
on a course of liberal arts study with an emphasis on fine art after
graduating
from high school in 1922. Although he had hoped to graduate with
Bradley
Polytechnic's class of 1926, fate intervened in the form of an angry
Chemistry
professor. Buehrig relates:
Thinking his academic career was likely
over, he moved to
Chicago, Illinois that summer, taking a job as a Yellow Cab driver that
July, a
position which presented him with an opportunity to closely observe the
elegant
vehicles that filled the streets of the Windy City. As it remains
today, the
minimum age for a Chicago hack was 21 years-old, and his supervisor
eventually
discovered Buehrig was only 19, and he was fired just after
Thanksgiving of
1923. In response to an article on taxi cabs
published in the
October 1979 issue of Special Interest Autos, Buehrig sent in the
following letter
which appeared in the June 1980 issue of the same publication:
His time as a cabbie had only heightened his
interest in
designing automobiles and that Fall he made inquiries at local firms
engaged in
the construction of custom coachwork. One of the firm's he visited – he
also
mentions Graff (Graff Mfg. / Graff Motor Coach Co.) in his
autobiography – was
C.P. Kimball & Co., an old Chicago firm that traced its ancestry to
one of
New England's finest carriage building families. That November he walked in to the offices of
C.P. Kimball
& Co. and asked if he could speak to the firm's designer to see how
he
could get a foot in the door, so to speak. Detroit native Clarence E.
Wexelberg, Kimball's primary designer, body engineer and draftsman,
agreed to
see him, and the pair discussed how to prepare for his chosen career,
suggesting that he get some more education and look for a position with
Fisher
Body Co. or C.R. Wilson Body Co., two of Detroit's largest concerns at
the
time. The first step involved returning to
college, and that
January (1924), he returned to the Bradley Polytechnic Institute in
Peoria and
signed up for a full semester of courses in art, drafting, metalwork
and
woodworking. When the first semester of 1924 ended that May, Buehrig
wrote
letters to each firm and upon receiving several favorable responses
went to
Detroit for interviews. Buehrig recalled:
At the time, Jones was in the process of
leaving C.R.
Wilson, having taken a position as chief engineer of the Gotfredson
Body Co., a
truck manufacturer who had recently expanded into the production of
automobile
bodies for third parties such as Jewett, Peerless and Wills Sainte
Claire. Jones liked Buehrig and offered him a 40
cents per hour
position as an apprentice in Gotfredson's sample body shop starting on
November
8, 1924. During the next year he became familiar with all aspects of
composite
body construction under the watchful eye of Bill Jones, Gotredson's
chief draftsman and Walter's
brother. Buehrig polished up his orthographic drawing skills as a
detailer –
the person who added measurements and final touches to the full-sized
body
drafts – and learned how to run the blueprint machine, which made
copies of the
full size body drafts for each department. At that time Gotfredson was
building
touring car bodies for Jewett, sedans for Peerless a roadster and sedan
for
Wills Sainte Claire. As most of the early automobile pioneers
were mechanics and
engineers they naturally turned to carriage builders to supply them
with the
bodies for the early horseless carriages. Prior to the wide-scale
adoption of
all-steel bodies in the late 1930s, the design and tooling required for
composite coachwork was a somewhat inexpensive and straightforward
process and
was pretty much the same whether the body be custom-built, or
constructed in
large numbers. The designer was given the task of coming up
with the
overall shape of the body, proportioned to fit the dimensions of a
given
chassis and interior. This generally did not include the fenders,
grill, or any
other part of the front end of the vehicle as the coach-builder's
designer was
typically only responsible for the parts behind the cowl/firewall. Once the design was finalized and agreed to
by the client,
the designer handed of the project to the body engineer, who would
decide how
to construct the wood framing that would support the doors, windows and
exterior metalwork. Once the intricate structure was designed and
approved, his
assistants, the body draftsmen would produce the full size drafts
required
before the project was shipped off to the woodworking department. The
draftsmen
were responsible for accurately depicting every joint, plate, and screw
that
would hold the numerous small wooden components together that made up
the body
framework. Many of the screws lay directly underneath the metal skin
and had to
be countersunk, so they wouldn't poke through the thin sheet-metal. The sample body shop – where Buehrig served
his first
apprenticeship – would build a prototype body framework directly from
the
full-sized body draft. Every screw and wooden component would be test
fit, to
make sure to make sure no problems would emerge once the body entered
into
production. Unlike the regular production line, these wooden components
were
not glued together, as the entire frame had to disassembled afterward
so that
the parts could be numbered, shellacked and sent off to the tooling
department
where skilled artisans created the various jigs and guides that held
the
components while they made their way through the banks of wood shaping
and
milling machines once full scale production commenced. Once the jigs
were made
up, and the components run through and measured for conformity with the
model
part, the project was taken over by the woodworking department where
they would
run off the exact number required to complete the production run. Buehrig estimated that at Gotfredson, it
cost between $30,000 and $40,000 to
produce the models and
tooling required to make one distinct body style. At Gotfredson 400
duplicate
bodies would be produced during a typical production run. Multiple
orders of
the same style decreased the cost of tooling as the expense could be
spread out
over say 800 bodies, instead of the initial 400, creating larger
profits for
the coach-builder. As Gotfredson had a limited number of
woodworking machines,
once 400 examples of one part were milled, the machines were reset to
make the
next run of 400. A typical wooden body frame might contain 60 different
wooden
components requiring 60 different milling operations. The shellacked
master
model and associated jig would be returned to the tool storage room,
and the
next set brought out so the milling machine could be set up for the
next run of
400. The manufacture of 400 bodies required
stockpiling 24,000
wooden components and keeping them separate, as mixing up similar parts
from
different body types wood create a nightmare in the production framing
department. This was where the approximately 60 different wooden parts
required
to complete the body were fitted together using a massive purpose-built
body
framing jig. Here the frame would be screwed & glued together
permanently,
after which the body was sent off to the metal shop where stamped steel
or
aluminum panels were drilled and nailed to the wooden framework. Much larger firms like Fisher Body might
dedicate a single
machine and operator to shaping just one part, as the numbers they
required
were significantly larger – a typical Fisher Body order might consist
of 4,000
duplicate bodies in those days – and they could easily afford to buy
the extra
machines required. Composite bodies normally required various
types of molding
to hide the numerous seams that were left exposed after the metal
panels were
nailed to the wooden framework. Belt moldings covered the horizontal
seams and
vertical moldings and window surrounds covered the remaining ones. Just
like
today's automotive trim, the system used to attach the molding was
hidden once
the body was painted. Although some larger pieces were fastened from
behind
using attached studs, most molding was attached using a hammer. In a
1984
interview Buehrig described the process used by Gotfredson as follows:
In May of 1925 Buehrig was transferred from
Gotfredson's
sample body shop to the body engineering department to the body
engineering
department where he worked as an apprentice body draftsman under Bill
Jones,
Gotfredson's chief draftsman (and Walter Jones' brother). Buehrig was
now just
one step away from the design department – amazing considering he had
only work
in the business for six months. After working at Gotfredson for a
little over a
year Buehrig had learned the techniques of creating body drafts and
creating
full-sized sample bodies, and was now ready to make the next step. As
Clarence
E. Wexelberg had originally suggested back in the fall of 1923, Buehrig
began looking
for a higher-paying position in Detroit, taking a position as a
draftsman in
the body engineering department of Dietrich, Inc. on January 14, 1926. At the time Dietrich was Detroit's most
prestigious custom
body firm, having been formed when Raymond H. Dietrich had split from
LeBaron
Carrossiers (and his partners Thomas L. Hibbard and Ralph Roberts) to
go on his
own. Financial backing for the move came from the Murray Corp., a large
Detroit
production body builder who was working closely with the Ford Motor
Co.'s
Lincoln Division. At that time Dietrich was building semi-custom (aka
series-built custom) bodies for Franklin, Lincoln, Packard and
Pierce-Arrow.
They also constructed an occasional full-custom (or one-off) body on a
foreign
or domestic chassis for a wealthy automotive executive or for display
by a
production body client at an automobile show or salon. Although fully custom-built and
series-production built
bodies look identical to a layman, there are two key differences in the
parts
that lay underneath the two types of bodies. Production bodies were
typically
framed with hard maple and sheathed in stamped sheet steel panels. A
full
custom body used stronger white ash framework and was covered by
hand-formed
aluminum panels. The distinction between the materials used involved
involved
weight, strength and precision and most importantly cost. The heavier
production body could be constructed for significantly less money than
the
custom body where cost was a minimal concern, especially when building
one-off
bespoke creations for wealthy clients. The difference could be
enormous; a
basic production Ford composite body in 1927 might cost as little as
$45, a
basic series-built custom body on a Packard might go for $1,200, while
a
completely custom-built body for a Rolls-Royce sometimes exceeded
$15,000. Dietrich Inc. bodies were distinguished by
their
clear-vision window pillars, an extremely narrow bronze casting that
offered
drivers increased forward vision – a safety feature championed by Ray
Dietrich
who claimed that because the width of his pillar was less than the
distance
between your eyes, it effectively eliminated the forward blind spots
that had
plagued motorists after the windshield was first introduced to the
automobile
at the turn of the century. After a short six months working in Dietrich
Inc.'s body
drafting department Buehrig decided he wanted to work for Walter M.
Murphy Co.
- the most prestigious builder at that time - in Pasadena, California.
Buehrig
resigned in August and soon after made the trip out to the West Coast
accompanied by his older brother Donald. Although
the two brothers fell in love with the California
climate,
neither of them landed a job, and they returned to the Midwest soon
after. In December of 1926, Buehrig took a position
with the
Detroit office of the Edward G. Budd Co. as a body draftsman. He got
laid off
after Christmas and through a man he met at Budd, found a higher-paying
$200-a-month job at Packard as a detailer and body draftsman which
commenced on
January 16, 1927. At this time he was not a very experienced body
layout man
and my work on the full-sized boards was largely confined to making
drawings of
the body panels. However Buehrig fondly recalled his short time at the
automaker years later:
While working for Packard, Buehrig gained
the friendship of
a recent MIT engineering graduate named Frederick J. Hooven who
presented him
with a copy of a recently translated collection of Le Corbusier's
essays
advocating for and exploring the concept of modern architecture.
Originally
published in 1923, the French architect's book,'Toward New
Architecture' helped
Buehrig formulate much of the philosophy of design which he used later
in
designing automobiles. Another friend, fellow delineator Joseph
Pizzo, had recently
been hired by Harley Earl who was assembling designers to staff the
newly-created General Motors central design department, which was known
as Art
& Colour. While playing tennis together in early 1928 Pizzo
suggested that
Buehrig go have a talk with Earl. He arranged an interview the
following week
where Buehrig was offered a position as an apprentice designer / aka
junior
designer or 'design assistant'. He took the advice of his friend Fred
J.
Hooven, who advised him to “follow his conscience and he'd never regret
it.” Although it meant a $30 per month reduction
in salary
Buehrig took the job, joining the growing staff of Earl's Art &
Colour
department which was located on the 10th floor of the GM Building at
3044 West
Grand Boulevard, Detroit. Prior to the formation of Art and Colour,
there was little
if any interchangeability of body parts among General Motors' various
division
save for some interior and exterior hardware. At the time Fisher Body
was
slowly implementing a changeover from composite to all-steel body
construction
which meant a significant increase in tooling costs. By establishing a
central
design department within General Motors Earl was able to put together a
plan
whereby Buick, Cadillac, Chevrolet, Oldsmobile and Pontiac were able to
share
three basic body shells allowing amortization of the cost of tooling to
be
split between them based on how many cars of each body shell type each
division
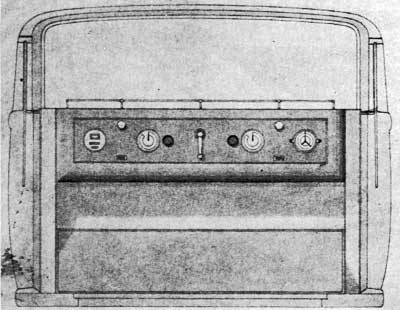
produced. At Art & Colour Buehrig's first task was
to submit
designs for the instrument panel of the upcoming 1929 Buick, a special
model
that commemorated the marque's silver anniversary. Most of the rest of
the car
had been completed by the time of his arrival. In his autobiography
Buehrig had
little recollection of the instrument panel but enthusiastically
discussed the
Art & Colour clay modeling process, which he would soon adopt in a
major
way. It was the first time Buehrig had seen a
full-size clay
model in the flesh and the technique was so new that General Motors was
forced
to import its modeling clay from Germany as it was a different formula
than the
type used by ceramic artists and sculptors. Automotive clay is very
sensitive
to heat, and at normal room temperatures is very hard, but at 105° is
very soft
and pliable. Although they use electric ovens to heat the clay today,
back then
the simply dropped the clay bars into buckets of boiling water to heat
them up
after which the modelers pushed the warmed clay directly onto the
wooden
armature. General Motors eventually found a domestic source for the
clay in
Jersey City, NJ, named the Chavant Manufacturing Co. which was able to
duplicate the German formula and has supplied the same formula to the
North
American automobile industry ever since. Buehrig recalled the first time John Lutz,
an experienced
German clay modeler working for Earl, let him sculpt a fender in clay:
In his autobiography Buehrig also defends
Harley Earl's
claim that Fisher Body screwed up the look of the 1929 Buick, the first
model
designed by Earl's Art and Colour Department, which was described to
the press
as looking 'pregnant' by Walter P. Chrysler upon its introduction. The
comment,
by Buick's largest competitor, was widely repeated in the nation's
press and is
often given as the reason why Buick's 1929 sales were so poor in
relation to
their competitions. It may have been a contributing factor, but most
Buick
historians site the brand's poor performance, poor mileage and stodgy
image as
other contributing factors. Buick's sales had been in a steady decline
since
1927 when it produced 255,160 cars. 1928 sales declined further to
221,758 and
in 1929 only 196,104 Buicks were constructed. While the rest of the
industry
experienced a 20% increase in production in 1929 Buick's market share
slipped
from 5.8 to 4.3 percent during the same period. As manufactured, the new 1929 Buick appeared
swollen because
of its unusual bulging belt-line, which was highlighted by the piece of
trim
that circled the car below the windows to hide the body seams and to
add some
style. When viewed head-on the car appeared to bulge out at the sides,
which
was very noticeable in when you compared the Buick to its competitors,
which
still featured the same slab-side styling that had been popular for
over a
decade. Earl claimed, and Buehrig, confirms below,
that as
originally designed, the 1929 Buick was in fact far more attractive
than the
production version, arguing that Fisher Body Co.'s Engineering and
Manufacturing Department significantly altered the design of the
greenhouse –
the area above the belt-line that includes the roof and windows - to
reduce the
costs of tooling and manufacturing the required sheet-metal and
underlying
wooden framework. Buehrig recalled:
Buehrig bought his first new while working
at General Motors
- a 1929 Buick roadster which included the instrument panel which he
had
designed. However, he was ill-prepared to make the $80-a-month payment
that
went along with it, and soon discovered he had little money left to
live on. In an interview with Clement Edson Armi,
Buehrig recalled
how intimidating his boss, Harley Earl, was:
Buehrig had only been working at Art &
Colour since
the Spring of 1928 and ruled out asking his imposing boss for a raise.
He
elected to try and find a higher-paying position elsewhere, and set up
a
meeting with a representative of the Stutz Motor Car Co., who was in
Detroit
interviewing applicants for an open position in the auto manufacturer's
design
department back in Indianapolis. He was hired as Stutz' resident body
designer,
negotiating a salary sufficient to pay for his new Buick, and his room
and
board too. In his autobiography, Buehrig reflect on his hasty decision
to leave
Art & Colour:
However, if he had stayed at GM it's
unlikely he would have
gone on to design the great cars he's known for today. Historically
only a
handful of the designers working under Earl received the credit they
deserved,
and it unlikely Buehrig would have been given the autonomy necessary to
come up
with the striking designs he created while working for Errett Lobban
Cord. Buehrig officially left the employ of
General Motors on
November 28, 1928 and later that week drove his new Buick to New York
City to
attend the 5-day New York Auto Salon accompanied by friend and former
Dietrich
Inc. co-worker Jack Keegan. The pair drove from Detroit to New York
City
non-stop, arriving at their destination in 26 hours, 20 minutes, about
twice
what the 849-mile trip would take today. The hit of the Salon was the Duesenberg
Model J, which was
introduced to the world on December 1st via a prominent display in the
lobby of
the Hotel Commodore. Buehrig especially liked the Model J Phaeton that
had been
bodied by LeBaron and the stunning Convertible Roadster body by
Pasadena's
Walter J. Murphy. Once the show closed, the pair returned to
the Midwest and
on December 10, 1928 Buehrig started work at Stutz' engineering
department in
Indianapolis. The firm had recently introduced a slightly smaller
companion car
to the 1928 Stutz called the Blackhawk in an attempt to grab a share of
the
expanding medium-priced market. The premium-priced $3,000 Stutz came
with a
straight-8 and the $2,000 Blackhawk, a straight-six. Buehrig shared an apartment with Jack Beaty,
a young Stutz
accountant who explained to him the ins and outs of automobile
production
finances. He soon realized that Stutz' current income did not allow the
firm to
underwrite a new body design for the upcoming 1930 models – the job he
thought
he was hired to do. However Buehrig did embark on several interesting
projects
at Stutz; a redesign of the cowl and windshields on the firm's
slow-selling
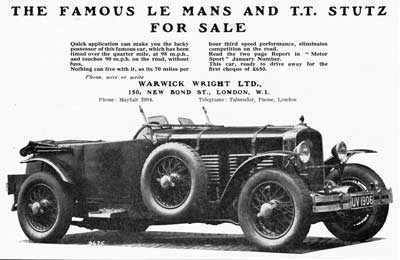
open models; the design of a boat-tail speedster which would appear on
three Stutz
race cars entered in the 1929 24 Heures du Mans (24 hours of LeMans);
and the
design of a short-wheelbase sports convertible. He designed the latter while on a short
visit to the LeBaron
plant in Detroit to discuss his planned design changes for the firm's
open
bodies during February of 1929. Upon returning to Indianapolis he
excitedly
showed his rendering to the firm's management, but was unable to get
them to
commit to producing it at the time. However, shortly after he left the
firm
Stutz announced the Super Bearcat, which looked nearly identical to the
sports
roadster design he submitted in early 1929. Built in very small numbers
(10
known examples) from 1932-1933, the Super Bearcat was fitted with
Stutz'
legendary DV-32 (Dual Valve) straight-8 and remains one of the most
sought-after Stutzes of all time. The firm's new-for-1928 bodies had been
designed by Ralph
Roberts and his staff at Brigg's LeBaron design studios in Detroit and
remained
much the same for the 1929 model year. To reduce costs, the Stutz and
the
Blackhawk shared the same bodies which on the former were attractive as
it had
a longer wheelbase and longer hood than the latter. However, the bodies
looked
too big for the Blackhawk - an impression that was compounded when the
cars were
placed next to one another. The Briggs Mfg.-built enclosed bodies were
well-designed and
on the Stutz chassis had very good proportions. However the firm's open
cars -
speedster, rumble-seat roadster and phaeton - were not very attractive
and
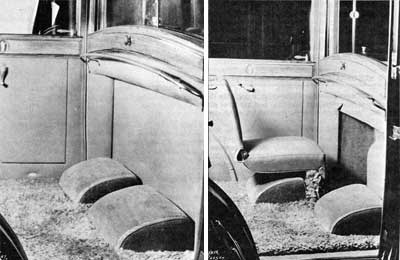
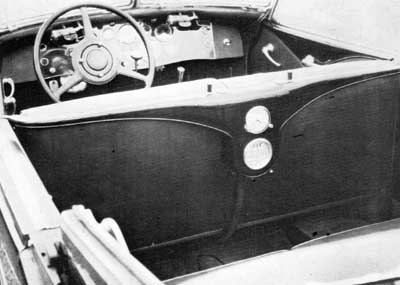
Buehrig was given the task of improving them with a minimum of expense. The open coachwork featured cut-down front
doors, which
although popular on the Continent, looked awkward on the significantly
larger
Stutz / Blackhawk whose bloated cockpits forced their folding
windshields to be
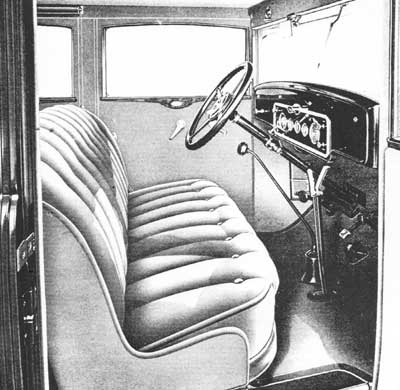
located too far forward. Buehrig eliminated the cut-down door and made
the cowl
deeper, which allowed the windshield to be moved closer to the driver.
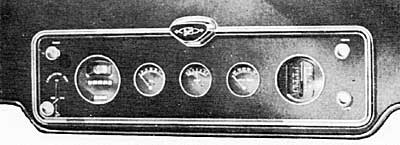
He also
designed a new instrument panel which combined with the body
alterations had the
effect of wrapping the car around the driver and front seat passenger,
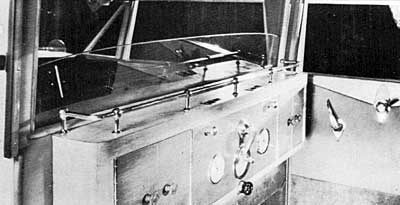
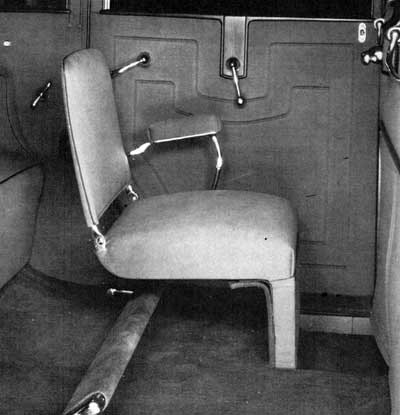
providing a more intimate relationship with the automobile. He also addressed the tendency of the firm's
windshields to
pop up in the driver's face at speed. As was the normal practice across
the
industry Stutz' folding windshields were held in the up or down
position by a
pair of friction nuts (hand-operated knurled knobs) located
bi-laterally in the
centerline of the side posts. When folded down, the top portion had a
nasty
tendency to flop up in your face at speed if those two nuts weren't
securely
tightened. Buehrig solved the problem by revising the
knurled hold-down
nut (the folding connection) to include a two-position (or 2-notch)
locking
pin. The tapered pin allowed the frame to lock in place - the first
notch
securely held it in the down position, the second notch held it
securely in the
up position. Changing the position of the windshield required
significantly
less strength than before as once the pin snapped into place, the
notches in
the assembly prevented the top part of the assembly from moving, either
up or
down. His efforts on the open cars were rewarded
by increased
sales of the premium Stutz, however nothing could be done to save the
poor-selling Blackhawk, whose very existence did nothing but tarnish
the
prestige of the firm which posted a $2.4 million loss in fiscal 1929. Prior to Buehrig's arrival at Stutz, French
coach-builder
Charles Weymann had taken 2nd place in the 1928 24 Heures du Mans using
a
single Stutz DV16 Blackhawk speedster co-driven by Edouard Brisson and
Robert
Bloch. Weymann, who was financially interested in the Weymann American
Co., one
of Stutz' primary production body builders, planned on entering 3 Stutz
race-cars in the June 1929 spectacle, and commissioned Stutz engineers
to
design three new cars capable of winning the event. Included in Stutz’s 1928-29 catalog were
half-a-dozen models
by Weymann-American, mostly two or four door sedans on both the
standard 134½-inch and longer 145-inch wheelbase that was used for
seven-passenger
models
and custom bodies. They were aggressively priced midway between Stutz’s
regular
production bodies and the series-built customs they were buying from
Fleetwood
and LeBaron. Included in the 12pp catalog were the following
Weymann-built
bodies: Aix-les-bains, Biarritz, Chamonix, Chantilly, Deauville,
Monaco, and
Versailles. For the 1929 Le Mans speedsters Stutz'
chassis engineers
utilized a Blackhawk frame in which a DV-16 engine and 4-speed
transmission was
installed several inches to the rear of its normal location, allowing
the
radiator to be placed directly above the front axle. Mounted in front
of it was
a Roots-type supercharger which was driven off the front end of the
crankshaft,
Blower Bentley-style. The Stutz straight-8 was bored to 3 3/8 inches,
giving
the 322 cu. in. engine 115 hp at 3,600 rpm or 155 hp with the blower
engaged. As Stutz' sole designer, Buehrig was given
the task of
designing an aerodynamic fabric body for the new LeMans entries that
would be
compatible with Weymann's lightweight construction principles. The
French
coach-builder's system provided additional flexibility and reduced
noise, but
required an extra rigid frame to work effectively. Per M. Weymann's
instructions and the governing body's regulations, Buehrig designed an
open
four-seat speedster that was very short on space for the rear seat
passengers,
recalling:
The speedster bodies were constructed across
town at the
Weymann-American plant utilizing an ultra-light white ash framework
approximately one-third the weight of typical American-built composite
body of
the same size. Weymann stated that his frame was based on
his 'principle of
four parallelograms,' but in actuality the framing was constructed
using a
series of parallelograms and arches. Vertical posts at the cowl,
windshield,
and A, B and C-pillars were all joined to their corresponding posts on
the
opposite side of the body by a curved bow. These frames were in turn
attached
to the body sills in a semi-flexible manner with cross-members of wood
joining
the opposing body sills wherever possible. The body used an ultra-light ash framework,
held together by
4mm-thick (1/8”) I, L and T-shaped steel plates instead of the
mortise-and-tenon joints used by other coach-builders. To cut down on
squeaks,
the plates were separated from the wooden frame during assembly using
greaseproof paper and 2- to 7-mm spacers that held the wood in place
while each
brace was screwed to the two (or three) adjoining pieces of wood. Most
adjoining wood sections were kept two millimeters (1/16”) apart, while
door
openings had a clearance of four millimeters (1/8”) along the hinge
side, and
seven millimeters (7/32”) at the lock or opening side where more
flexibility
was natural. Once the frame was completely assembled, the spacers were
removed
and could be re-used on the next body. When a rounded corner was desired, such as
the corners of
the cowl or the back of the roof, small metal panels were placed
between the
framework and the fabric in order to give the body the proper contour
and
support. Straining wires were used inside the doors so that they held
their
shape when opened. Custom locks were fabricated that allowed the doors
to move
silently within the framework when stressed due to bumping, rapid
acceleration
or braking. Large open areas were covered with chicken
wire and the
assembled framework was then covered in muslin, followed by a thin
layer of
cotton batting and finally a pigmented synthetic leather - usually a
pyroxylin-coated fabric such as DuPont’s Zapon in much in the same way
as the
roofs of conventional bodies were covered at the time. Other brands of
synthetic leather at the time were: Fabrikoid (DuPont), Drednaut
(Chase),
Elascofab, Meritas (Standard Textile), Rexine, and Tole Souple - The
final step
was to affix decorative aluminum moldings to the beltline and to cover
any
exposed joints in the fabric. The completed body was then mounted to
the
chassis with rubber insulators. The finished speedster bodies were extremely
light but were
somewhat limited in shape because of their construction, however
Buehrig was
pleased with his design work. However 1929 did not prove to be a great
year for
Weymann's LeMans entries, of the three cars entered, only the Stutz of
Guy
Bouriat / George Philippe (Baron Philippe de Rothschild) finished the
race,
taking fifth position with an average speed of 64.8 mph. Just as Stutz was completing the finishing
touches on their
new Duesenberg-based DV32 engine, a twin overhead cam straight-8 with 4
valves
per cylinder which provided them with a much-needed shot in the arm,
Buehrig
heard that Duesenberg was looking for a designer. During the first week
of
June, a few days after the 1929 Indianapolis 500, he scheduled an
interview
with Harold T. Ames, Duesenberg's vice-president of sales, at which
time he
presented his portfolio. Ames liked what he saw and offered Buehrig a
job to
design bodies and act as an intermediary between Duesenberg’s clients
and coach
builders. On June 10, 1929, Buehrig commenced working for Duesenberg as
the
firm's in-house body designer, for which he earned $300 a month, $130 a
month
more than he was earning at GM's Art & Colour. Buehrig would spend most of the next 8 years
working with
Ames so a short biography of the brilliant automotive executive is in
order.
Ames himself provided the following details of his automotive
adventures with
E.L. Cord in a speech before a gathering of the Auburn-Cord-Duesenberg
Club on
September 1, 1963:
Three days into his stint at Duesenberg
Buehrig and Ames
made a brief tour of Duesenberg's northeast coach-builders (Derham,
Judkins,
Holbrook and Willoughby) in order to become familiar with their staff
and
facilities. At that time Duesenberg's total payroll was
less than 50
persons. Officers and management consisted of Errett Lobban Cord,
president;
Frederick Samuel Duesenberg, vice-president and chief engineer; Harold
T. Ames,
vice-president and sales manager; and Pearl Watson, vice-president and
factory
manager. The engineering department consisted of one engineer - Fred
Duesenberg, a chief draftsman named Walter Trummel, 6 chassis
draftsmen, Buehrig and a blueprint boy named Oscar Hadley who ran the
antiquated blueprint
machine. Fred Duesenberg didn't even have a secretary and spent most of
his
time out in the plant. The firm's owner, E.L. Cord was rarely in
Indianapolis
and Buehrig claimed he never once saw him at the plant during the time
he
worked there. When Cord purchased the struggling
Duesenberg Motors Co. in
1926 and reorganized it as Duesenberg Inc., only Fred was included in
the new
organization. His younger brother Augie (Augustus Samuel Duesenberg)
remained
in charge of the brothers' race car-building business (Duesenberg
Bros.) and
had nothing to do with the design and development of the Model J which
was
solely the work of Frederick. However Fred retained an interest in
Duesenberg Brothers'
racing activities which was run by his younger brother Augie and
located across
the street in the block just west of the Duesenberg Inc. plant at the
northeast
corner of W. Washington and Koehne Sts. They leased space on the second
floor
of Thompson Bros. Pattern Works Inc., 1542 W. Washington St., a machine
shop
founded in 1921 by brothers Eli E., Leon C., Webb W. and Horace E.
Thompson.
Augie employed half-a-dozen men including his son Fred Duesenberg Jr.
and race car driver Wilbur Shaw, who later
became general manager of the Indianapolis Speedway. Originally constructed by the Duesenberg
Automobile &
Motors Co., Inc. in 1921, the Duesenberg Inc. plant was located at 1511
W.
Washington St. (actually 1501-1513 W. Washington), Indianapolis,
Indiana, just
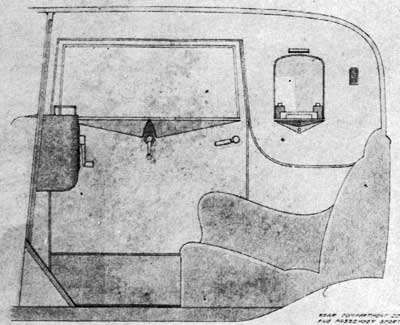
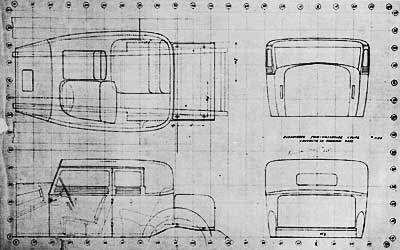
west of a railroad overpass. Duesenberg's
offices were in a two-story building* located
at the
southwest corner of W. Washington and Harding Sts. The entrance led
into a
small, dark lobby where a Model J engine was prominently displayed.
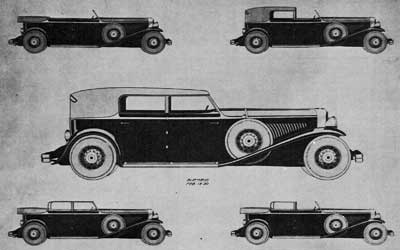
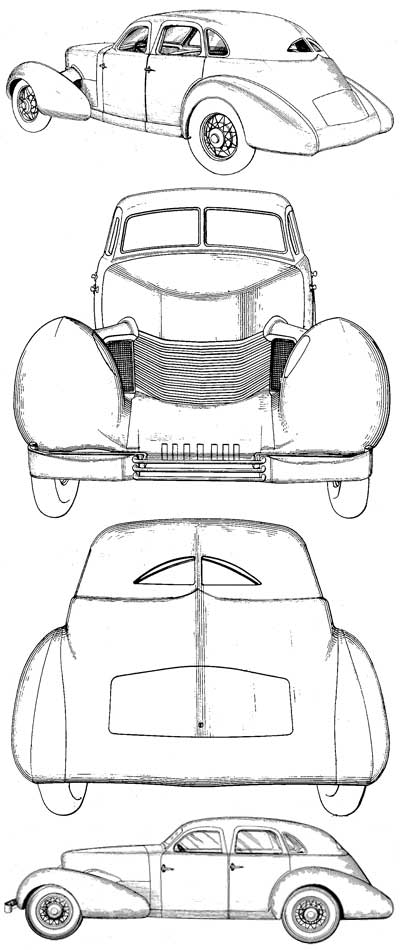
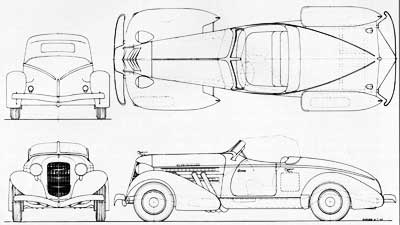
Buehrig described the layout of the
building's interior -
which can be seen in the floor plans to the right - as follows:
The Duesenberg Model J's styling elements -
fenders,
headlamps, grill, radiator shell, hood and instrument panel - were
finalized
well before Buehrig became associated with the firm and are now
believed to
have been the work of Alan H. Leamy*. However, Harold T. Ames and
Errett Lobban
Cord certainly had a say in the resulting creation, which is considered
to be
one of the most beautiful front ends (radiator, front fenders, lights,
hood,
cowl and dashboard) of the Classic Era. *Some Duesenberg Model J accounts solely
credit Leamy with
the design of the front end of the prototype Model J styling elements,
one
supporting account being included in George Philip & Stacey Pankiw
Hanley’s
‘Marmon Heritage’ (pp.451 – pub.1985):
Author Dan Burger in his 1983 Automobile
Quarterly article
on Leamy also raises the question of Leamy’s involvement citing certain
statements made after the fact by automobile designer / instructor
Strother
MacMinn as evidence. In his book on E.L. Cord, historian
Griffith
Borgeson
theorizes:
The fact that both the Leamy-designed Cord
L-29 and the
Model J were introduced almost simultaneously is sometimes referenced
as
evidence of Leamy’s involvement; however that merely proves coincidence
and not
fact. In his book ‘The Duesenberg’ J. Herbert Newport, Jr.,
Duesenberg’s chief
body designer from 1934-36, is noticeably silent about who designed the
front
end. In his book ‘Rolling Sculpture’ Buehrig
states that Harold
Ames and E.L. Cord - not Leamy - were responsible for the design of the
car:
Although during his lifetime Leamy was
never
directly
credited with the front end of the Duesenberg Model J, it’s certainly
possible
he was consulted by E.L. Cord regarding the matter and a comparison
between the
front end of the Cord L-29 and Duesenberg Model J reveals some
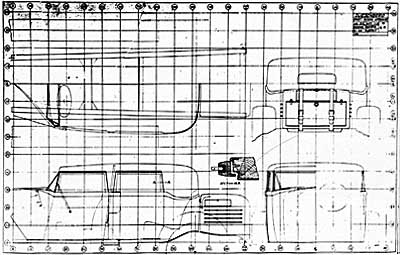
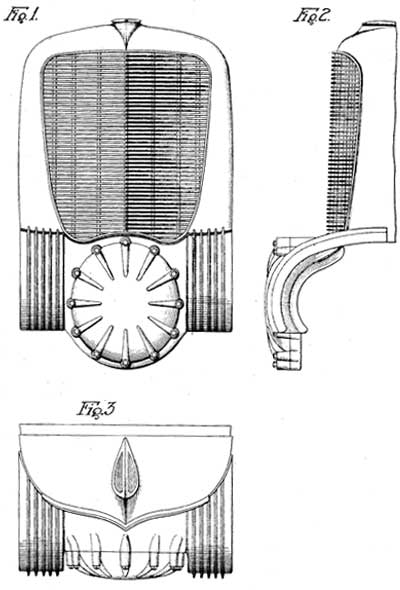
similarities. A drawing uncovered by Auburn/Duesenberg
expert and restorer
Randy Ema shows a side and front view of the Model J’s fenders,
providing their
exact dimensions and distances between the various anchoring points
commonly
used by body engineers to create the master drafts used to creating the
body
dies needed to create sheet metal stampings. It’s signed by Leamy and
marked
‘OK’ by Fred Duesenberg who dated it Aug. 20, 1928. In Automobile Quarterly, Vol. 26, No. 4,
Lee
Beck states
that the drawing is the proof that Leamy designed the Model J stating:
The drawing bearing Leamy’s signature
concerns itself with
the fenders only, the front end of the car only being included for
reference.
However in his Automobile Quarterly article, 'Chariots of the Gods: The
Grandeur
of the Model J Duesenberg' (AQ, Vol. 30, No. 4 (Summer 1992), Randy Ema
states
conclusively that:
Gordon Buehrig addressed the subject in a
letter published
in the ACD Club Newsletter during the Summer of 1979 (Vol. 28, No. 5):
He readdressed the issue in another letter
to the editor of
the ACD Club Newsletter, during the summer of 1984 (Vol. 32 No. 6;
pp9):
In a letter dated June 26, 1984, and
included in Vol. 32 No.
6 of the ACD Club Newsletter during the summer of 1984, ACD Museum
Director
Skip Marketti concurs with Buehrig:
The drawings submitted to the Auburn Cord
Duesenberg Museum
by Mrs. Leamy provide additional evidence that Leamy produced more than
one
orthographic drawing of the Model J. The drawings submitted to the Auburn Cord
Duesenberg Museum
by Mrs. Leamy provide additional evidence that Leamy produced more than
one
orthographic drawing of the Model J, a fact already acknowledged by
all.
However, crediting him with the entire design of the Model J front end
is an
entirely different matter and is still open to debate unless we take
Joe Felt’s*
word for it. As seen above, Skip Marketti, the ACD Museum Director
believes the
matter is still open: “We... will continue our efforts to prove that
the Model
J styling was the work of Alan H. Leamy.” (*Like Buehrig, Joe Felts
ended up at
Ford and served as executive engineer at the Mercury Advanced Studio.) Griffith Borgeson addressed the subject in
his 1984
biography, Errett Lobban Cord; His Empire, His Motor Cars;
Auburn-Cord-Duesenberg:
As a researcher I would like to see some
'concrete
evidence', albeit orthographic or photographic, backing up Ema's
statements as
he provides none in his AQ article. Perhaps he has some documents that
he
acquired from Marshall Merkes, Ray Wolff or others that prove Leamy did
it – if
so please share them. Regardless, Ema’s reputation is such that
it's now “accepted
as fact” that Leamy styled the Model J. I don't dispute Ema’s AQ
article, but
based on what I've discovered, I can't verify it either – and neither
could
Gordon Buehrig. It’s hard to reconcile the fact that while
E.L. Cord had
Leamy apply for design patents on the L-29 Cord, and 1931 Auburns, no
design
patents were taken out on the Model J. Correspondence donated by his
widow
Agnes to the ACD (Auburn-Cord-Duesenberg) Museum include a letter to
the S.A.E.
Employment Service, dated September 28th, 1933, where Leamy lists his
accomplishments:
No mention was made of the Model J
Duesenberg, nor of the
Auburn Cabin Speedster, another A-C-D project Leamy is often credited
with. Like Rolls-Royce, Duesenberg was strictly a
chassis
manufacturer who purchased all of their bodies from a third-party
customer
coach-builder. Although larger manufacturers such as Lincoln or Packard
might
order 50 to 200 identical bodies, a typical Duesenberg order might be
for only
5 or 10 examples. Although constructing a body for Duesenberg –
America's
highest-priced car - was more prestigious, building 200 bodies for
Packard was
decidedly more profitable, and according to Buehrig the coach-builders
that
worked with Duesenberg “must have regarded us a nuisance account”
especially
when the engineering and set-up work (outlined above in the Gotfredson
Body Co.
section) stayed the same, regardless of the total produced. Prior to the Model J's introduction Harold
T. Ames placed
small orders with LeBaron, Murphy, Derham, Judkins, Holbrook and
Willoughby. As
a large portion of prospective buyers at the time were looking for
chauffeur-driven and enclosed automobiles Ames enlisted the services of
Derham,
Judkins and Willoughby, three firms which were at the top of their
field.
Although the cars were prominently displayed at the 1929 New York Auto
Salon,
most of the show's attendees ignored the sedans and limousines on
display and
thronged around the Murphy convertible coupe and LeBaron phaeton, as
did
Buehrig when he attended the event as a spectator. At that time of its introduction the Model
J's direct
competitors included Bentley, Hispano-Suiza, Isotta-Fraschini, Mercedes
Benz,
Minerva and Rolls-Royce. One rung below stood Cadillac, Cord, Lincoln,
Marmon,
Packard, Pierce-Arrow and Stutz which all offered similarly sized cars
for
substantially less money. Few closed-car orders were received at the
show by
Duesenberg, the main problem being that nearly identical closed-bodies
(standard semi-custom offerings) could be purchased on a substantially
less-expensive chassis from one of Duesenberg's second-tier competitors
(in
particular Lincoln and Packard), a problem that would be compounded
with the
onset of the Depression. Why would a potential limousine customer buy a
$12,000
Willoughby-bodied Duesenberg when an identically-bodied Lincoln could
be had
for $5,000? Although the stock market crash wiped out
large numbers of
wealthy individuals, many others managed to retain their wealth,
however the
most of them were reluctant to flaunt it considering there were
hundreds of
thousands of Americans standing in bread lines. Consequently, many
individuals
who could easily afford a new Duesenberg were looking at considerably
less-expensive cars – some were even purchasing Ford's Model A Town Car. Ames knew he had to do better, and hired
Buehrig to create a
line of elegant bodies that were exclusive to Duesenberg and
unavailable on its
second-tier competition. Closed bodies from Ames pre-crash orders that
remained
unsold were held in storage at the various body companies until Ames,
or one of
the factory distributors, managed to unload them. During 1929 Buehrig made scores of proposals
to Ames,
although the vast majority never made it to production. However most of
the
handful that met Ames' approval became instant style icons, accounting
for over
50% of the firm's sales during the coming years. Buehrig also came up
with the
Duesenberg's elegant radiator ornament (when introduced, the Model J
had none),
and helped re-design the original hood to accommodate the exposed
exhausts
required on the supercharged Model SSJ, which debuted in May of 1932. When first introduced the Model J Duesenberg
was not
equipped with a mascot as Fred Duesenberg and Harold T. Ames felt the
car was
so distinctive that a radiator ornament and nameplate was unnecessary.
However,
a few early Model J owners complained, stating they were tired of
having to
explain to their friends that they were riding in a Duesenberg.
Consequently
one of Buehrig's first tasks was to come up with a radiator ornament
consistent
with the elegant character of the car and its owners. He recalled the
special
circumstances that influenced its design in his autobiography:
A 2/3-scale sterling silver version of
Buehrig's iconic, yet
simple, mascot now graces the Harold T. Ames trophy which is presented
annually
to the Auburn-Cord-Duesenberg Club's 'Best in Show' winner. In the
following
letter, published in the June 1959 issue of the Auburn-Cord-Duesenberg
Club
Newsletter, Buehrig revisited the subject:
The first Buehrig-designed Duesenberg body
constructed was a
close-coupled coupe on a short-wheelbase chassis constructed by Judkins
for
Minneapolis' agricultural oilman Schreve M. Archer, the Archer of
Archer-Daniels-Midland Co. Judkins also
constructed Buehrig's second design, a 5-passenger coupe. The Model J's chassis was produced in two
wheelbases -
142.5” and 153.5” and shared the same sheet-metal save for the running
boards
and splash aprons, which were 11” longer on the 153.5” chassis. The
only
exceptions being a pair of 125” wheelbase SSJ Speedsters constructed
while
Buehrig was on hiatus at General Motors during 1933. Buehrig followed a fairly routine procedure
when designing a
new body. The first step was to come up with a 1:16 scale design of the
side,
front and rear elevations (or the design lines in each plane) which
would be
presented to Ames, who would sometimes make suggestions on how to
improve it,
Buehrig recalling:
An orthographic* side elevation design
drawing also does not
give a true picture because it eliminates foreshortening due to
perspective. In
order to eliminate the foreshortening inherent in an orthographic view,
Buehrig
added a small amount of perspective to make the sketch more realistic. (*Representation of a three-dimensional
object in two
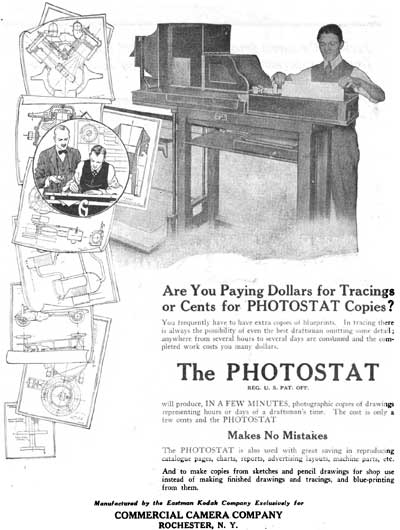
dimensions.) He started out by sketching a prospective
body in India ink
on a semi-transparent sheet of paper that was laid over a 1:16 scale
photostat*
of the chassis - one for the 142.5” chassis and a one for the 153.5”
chassis.
He recalled the exact procedure in his autobiography:
Up until that time most automobile designers
cheated on their overall body
proportions and
roof lines, particularly on closed cars. The practice was
necessitated by
the location of the rear seat which was traditionally located above the
differential which required several inches of vertical travel when the
suspension hit a rut or bump in the road. Consequently the rear seat
would
often be located several inches higher than the front seat, which
required a
roof that gently sloped up rearwards in order to provide enough
headroom for
the rear seat passengers. The long wheelbase (153.5”) Duesenberg
chassis was
originally designed for seven-passenger coachwork and the shorter
wheelbase (142.5”)
for 5-passenger bodies. By designing his 5-passenger bodies on
Duesenberg's
longer 153.5” chassis, Buehrig created what he termed as a 'perfect
roof line'
which had the additional benefit of moving the rear seat forward of the
rear
axle (on most designs it rode above it, creating a bumpy ride) which
made the
rear seats the same height as the fronts seats. Once a particular 1:16 scale design was
approved, Buehrig
than produced a 1:8 scale orthographic body draft of the side, front
and rear
elevations (or the design lines in each plane) which would be followed
by the
car's interior, which would be sketched, shown to Ames, and then
rendered in a
similar fashion. These were the empirical design instructions that were
required by the body-builders to create the wooden framework that
provided the
structure to which the windows, doors and sheet-metal panels were
affixed. The completed 1:8 scale drafts and sketches,
along with
color and trim specifications, were then sent to several body builders,
who
would look them over and submit their bids back to Ames. The winning
bidder's
draftsmen would then produce a full-sized body drafts from which a
sample body
would be created in the coach-builders model shop, and if there were
not any problems,
the requested number of bodies (generally from 5-10, but occasionally
40 or
more) would be constructed. In some instances the coach-builder was
allowed to tailor a
design to their particular building style. In that case only the
original 1:16
scale orthographic design sketches would be sent out for a quote and
the
resulting coachwork would have certain contour characteristics of the
respective coachbuilder. When designs for which Buehrig had created
the 1:8 body
drafts were constructed by multiple coach-builders – for example his
Beverly
Berline – the resulting bodies were identical. Without
looking at the body-builders nameplate, it's
almost impossible
to tell a Murphy-built Beverly from a Rollston-built example - with the
exception of a Rollston Beverly constructed for Mrs. William Wrigley,
where the
distinctive 'V' between the doors was eliminated at her request. The
same held
true for Buehrig's Torpedo Phaeton
another body where he did the 1:8 scale body drafts. The initial
example
constructed by Brunn looks identical to the 4 bodies later constructed
by
Weymann-American / A.H. Walker – 2 bore a Weymann-American plate while
2
others, constructed after A.H. Walker took over the business, bear a
Walker-LaGrande plate. In January of 1930 body engineer Philip
Derham was hired by Ames
to serve as a liaison with their coach-builders. He was one of Joseph
J.
Derham's sons and had learned the trade in the family's suburban
Philadelphia
(Lancaster Ave. in Rosemont) coach-works. However the 1928 passing of
the
firm’s patriarch and founder caused a rift between his offspring.
Philip wanted
the firm to modernize by greatly increasing its production, thereby
reducing
its per-unit costs by utilizing the proven economies of scale theories
then
prevalent in the auto industry. However, James and Enos, his two
younger
brothers were opposed to any drastic changes, and wished to keep the
firm
running as their father had intended. The majority prevailed and Philip
left
the company to form his own firm. Funded by a Bryn Mawr-based European
car importer
by the name of William Floyd, the Floyd-Derham Company was formed in
1928 with
William Floyd Sr., president; Philip Derham, Vice-President; and
Floyd’s son
William Jr., Secretary. Philip Derham handled all the design and
drafting work
while the actual bodies were built at Alexander Wolfington, Sons and
Company, a
well-known Philadelphia commercial body builder. The Floyds already had a high visibility
showroom and
service depot in Bryn Mawr, located less than a mile from Derham’s
Lancaster
Ave. showroom. When the Floyd-Derham name was added to the Floyd’s Bryn
Mawr
showroom, it caused quite a stir as well as a bit of confusion in
Rosemont as
to who was who. Floyd-Derham’s first Salon entry was a Minerva that
they
exhibited at the Chicago Salon in the Fall of 1928. At December’s New
York
Salon, they exhibited an Isotta-Fraschini convertible sedan at the
Isotta-Fraschini stand, but unfortunately it was the last time that the
firm’s
work would appear at any salon. It was early 1929 before the first few
Floyd-Derham
bodies appeared and by that time, the stock market crash was looming on
the
horizon. Although Floyd-Derham had a backlog of orders, the Floyds
imported car
business began to flounder and they pulled the plug on the Floyd-Derham
project
and soon after Philip Derham was hired by Ames to be Duesenberg’s body
engineer. Like Buehrig, Derham spent most of his later career working
in the
styling and body engineering department of the Ford Motor Co. Many older books and articles on Duesenberg
Model J's claim
that Duesenberg had its own body engineering department, not true
according to
Buehrig who in his June 1984 interview with David R. Crippin states:
The procedure Buehrig used in dealing with a
coachbuilder,
prior to Derham's arrival, follows:
From 1928 through 1937 the regular sheet
metal on the Model
J was common to most of the cars, although several featured custom
built
fenders and other items of which Buehrig was responsible for the unique
fenders
seen on the firm's two boat-tailed speedsters. On occasion Buehrig
modified
pre-existing designs, recalling a convertible coupé that was heavily
influenced
by a Mercedes shown at the Paris Salon. He also designed a one-off
speedster
for San Francisco playboy George Whittell* that was based upon a
LeBaron
phaeton originally designed by Ralph Roberts. Buehrig later reworked
the same
LeBaron phaeton into the La Grande phaeton by altering its windshield. (*Whittell was Duesenberg's best retail
customer, purchasing
six Model J's between 1928 and 1935.) Duesenberg president Harold T. Ames knew
that sales of the
Model J could be improved if the firm offered a series of catalog
customs,
however he realized that the firm’s clients wouldn’t bite unless a
well-known
coachbuilder was involved. Hence the mid-1930 emergence of LaGrande,
Duesenberg’s exclusive in-house coachbuilder. In reality, LaGrande was a fictitious name
coined by Harold
T. Ames that he hoped would have the same ring to it as Le Baron which
at the
time was the nation’s most prestigious builder. Ames banked on the fact
that
many of Duesenberg's customers wouldn’t know the difference, and he was
right –
during the next five years Duesenberg offered 29 different bodies under
the
LaGrande moniker. An in-house coachbuilder enabled Duesenberg to keep
close
tabs on quality and give them a tidy profit as all LaGrande bodies were
built
by production body builders who could deliver a custom-appearing body
for less
than half the price of a true custom-built coach. Designed by Buehrig, most LaGrande bodies
were constructed
by the Union City Body Co., of Union City, Indiana, a firm better known
for
their commercial and production body work for Auburn, Ford, Essex,
Pierce-Arrow
and others. At the time Union City was a major supplier to Auburn and
the
bodies for the legendary Auburn Speedsters were built there. Union City
also
built 8 LaGrande bodies for the Cord L-29's custom body program, 2 Town
Cars, 2
Victorias, 1 Coupe, 1 Salon Sedan, 1 Boattail Speedster and 1 Sedan. Of
the
approximately 21-29* LaGrande bodies produced for Duesenberg's Model J
program,
Union City supplied from 19 to 21* of them – all of which were
delivered to
Indianapolis in-the-white then decked, trimmed and painted by
Duesenberg's
in-house staff of talented craftsmen, whom Buehrig considered to be the
equal
of those working for the prestigious coach-builders. At least one
left-over
Union City body (originally an L-29 coupe) was mounted on a new
Duesenberg
chassis (2491, J-472). (*Sources vary on the actual numbers, which
are currently unknown.) The LaGrande name was later applied to all
bodies received
at the Duesenberg factory in-the-white*, which included unfinished
bodies from
Weymann, Walker, Brunn and others. While a LaGrande coach-builders
plate was
available, most LaGrande-bodied cars were delivered without a body
plate as
they were supposedly constructed at the Duesenberg factory. (*In-the-white refers to bodies delivered to
a chassis
manufacturer minus trim, paint, varnish and hardware.) The LaGrande Sweep-Panel Phaeton made its
debut at the 1931
New York Auto Salon, and was clearly based on earlier Swept-Panel
designs
created by Le Baron. Le Baron delineator Hugo Pfau recalled:
From that point on, LeBaron refused to build
on the
Indianapolis automaker’s chassis. A pair of SWB (short wheelbase) roadster
bodies and 2 unsold
Cord L-29 bodies (one a sedan, the other unknown) were supplied to
Duesenberg's
LaGrande program by the Central Manufacturing Co. of Connersville,
Indiana. The
LaGrande Roadster coachwork was used on the much publicized 1935 SSJ
roadsters
while the leftover L-29 sedan body was mounted on a used Duesenberg
chassis
(J-189) in 1933. The other L-29 body, type unknown, was mounted on a
new
Duesenberg chassis (J-472) in 1933. Central Manufacturing Co. was another branch
of Errett
Lobban Cord’s business empire, which also included Duesenberg. The
third
LaGrande builder, A.H. Walker Company, of Indianapolis, worked out of
the old
Weymann-American factory and supplied Duesenberg with bodies trimmed
and
painted. A.H. Walker was totally unrelated to the Walker Body Co. of
Amesbury,
Massachusetts which went out of business in 1931. When Buehrig left Duesenberg in early 1933,
he didn't take
any original design work with him although he did take a few
photographs and
reproductions of design sketches and body drafts. Luckily large numbers
of
Duesenbergs survive today and a little over half of them bear coachwork
he
designed, a description of each model follows. According to Buehrig, the first Duesenberg
Model J that was
constructed from his design was a 2-passenger fixed-head rumble seat
coupe. The known survivor, whose chassis (chassis #
2162 – engine #
j-137) was originally purchased by Joseph P. Wright, president of the
Continental Diamond Fiber Co., on June 1, 1929. Apparently Wright was
dissatisfied with the car as it was sold or traded back in to the
dealer soon
after. The Model J was subsequently purchased by Shreve M. Archer, a
principal
in the Minneapolis-based agrochemical giant Archer, Daniels, Midland
Co. who
requested that the Murphy convertible body be taken off and replaced
with a
less ostentatious fixed-head coupe. Buehrig states he designed a body
specifically for Archer,
who requested it be black, equipped with a rumble-seat, and equipped
with
blackwall tires - the result being one rather stealthy-appearing motor
whose
elegant body was devoid of ornamentation save for a chrome drip molding
above
the doors which blended into a chrome bead that outlined the rear
quarters.
J.B. Judkins was the low-bidder, and they are thought to have
constructed 2
examples, although whereabouts and history of the second car (thought
to be
chassis # 2145 – engine # J-125) remain unknown. The next Duesenberg Model J body constructed
using a Buehrig
design was a 3-4 passenger Victoria coupe which was designed on
February 13,
1930 according to a surviving rendering. 2 examples were constructed,
again by
J.B. Judkins, and Buehrig felt it was the most glamorous of all his
Model J
designs. Like the coupe he created for Shreve Archer,
the Judkins
Victoria Coupe's exterior was also severely plain - the only accent
being a
bas-relief colored panel located below the sidelights. Built on the
shorter
143.5” Model J chassis it achieved its glamorous proportions by virtue
of its
unique interior, which was designed as a close-coupled 3-4 passenger
coupe -
the only Duesenberg Model J coupe to have a rear seat, that shared the
rear of
the tonneau with a wooden vanity/liquor cabinet/occasional seat located
directly behind the driver. Only two were built, probably because the
interior
had a limited appeal due to its cramped rear compartment. Buehrig's first home-run, the Beverly (a
close-coupled
4-door 5-passenger limousine priced at $14,000 including chassis),
started life
as an illustration that was included in Duesenberg's coachwork
portfolio at the
1930 Chicago Salon (held during the second week of November, 1929). The
handsome
design generated considerable interest and was eventually built in
small
quantities by Walter M. Murphy on the west coast, Weymann-American/A.H.
Walker
in the mid-west and Rollston Co. in the east. The Beverly Duesenberg was a Berline
(pronounced Ber-len),
the term referring to a small, close-coupled, limousine with broadcloth
seating
front and rear. It included a glass partition and was marketed both as
an
owner-driven and chauffeur-driven motor, which
differed from a standard limousine in that the
reduced size of the
rear compartment did not allow for any jump-seats. Buehrig supplemented
the
smallish rear compartment with an oversize, yet elegant, rear-mounted
trunk
which helped solidify the unusual proportions that made the Duesenberg
Beverly
so distinctive. The car was introduced in the flesh at the
1931 Chicago
Salon (which was held in the Drake Hotel's exhibition hall from
November 8-15,
1930) and was finished in three pastel shades of green with a light tan
Haartz-cloth roof and fawn broadcloth interior. The second example's exterior was painted in
three shades of
tan, its interior a rich maroon broadcloth piped in a light tan leather
that
corresponded with the shade of the exterior belt-line. The color of the
broadcloth was so unusual that Laidlaw, the upholstery vendor,
suggested that a
mistake must have been made, Buehrig recalling:
The Beverly featured a rearward-canted
windshield which
brought the top of the 'A' post – and by association the windshield
header – rearward
giving the car much more dramatic proportions that also allowed a
straight line
door opening. Another unique design characteristic of some Beverlys
(but not
the pair built by Rollston) was a fabric-covered roof that extended
down the
'B' pillar to the belt-line using a V-shaped treatment also found on
the
magnificent four-door convertibles designed by Hibbard & Darrin,
Buehrig
providing the details:
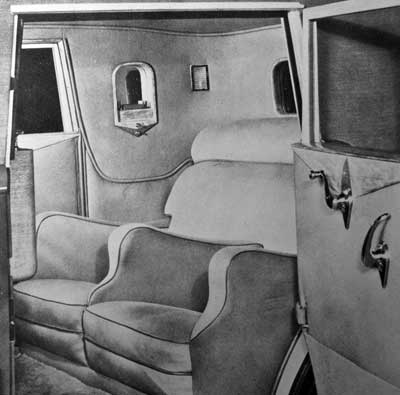
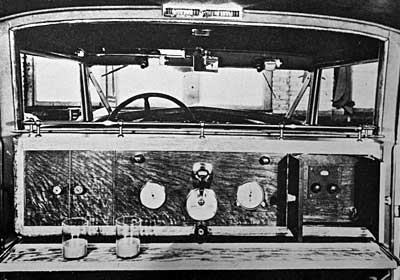
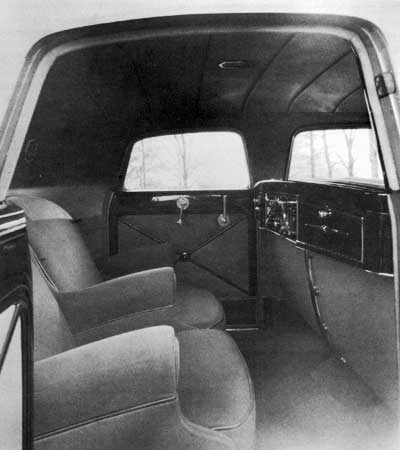
The rear divider of one Rollston-built
Beverly constructed
for Mrs. William Wrigley included a radio, bar and 3-gauge lighted
instrument
panel which allowed her to observe the speed of the car, which under
certain
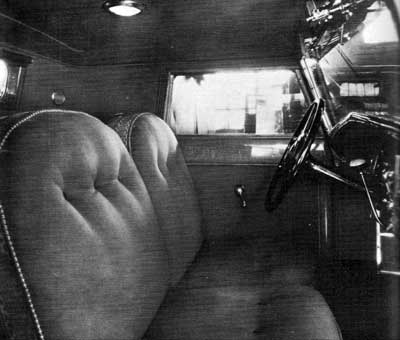
conditions was capable of 100 mph. The
rear seats of most examples were equipped with 'armchair'-style
over-stuffed
cushions seats with a removable center armrest that might accommodate a
third
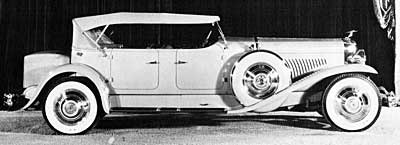
person in a pinch. Among the bodies Buehrig designed while
working at
Duesenberg, his favorite was the Derham Tourster, a 5-7 passenger
dual-cowl
phaeton which debuted in November, 1930 at the Chicago Auto Salon which
was
held in the ballroom of the Drake Hotel. Although the Tourster was
severely
plain in ornamentation it had the unusual virtue of being equally
handsome with
the convertible top raised or lowered and was the first dual-cowl
phaeton to
feature a crank-down rear windscreen. One feature absolutely crucial in designing
an attractive
phaeton was to get the lowered convertible top to lay flat, and ideally
no
higher than the tops of the doors. This was typically achieved by
building the
top wide enough to allow the bows to fold outside the body and by using
a very lightly-padded
top, however the combination made for a rather skeletal top when in the
raised
position. Buehrig was able to significantly lower the
height of the
rear portion of the raised top by creating his design exclusively for
the
long-wheelbase Model J chassis whose extra length allowed him to place
the rear
seat just ahead of the rear axle hump thereby reducing the height of
the top
and still allowing the rear-most passengers adequate headroom. To get a more pleasing front and rear
profile he slightly
widened the front seat (when compared to the LeBaron version) and put a
little
more ogee (reverse curve) in the cowl which allowed a wider windshield
that was
now parallel with the sides of the car. By slightly narrowing the rear
seat he
was able to reduce the width of the convertible top (both raised and
lowered),
which now too was parallel with the body sides. At that time a popular feature of a
higher-priced phaeton*
was a second cowl located in front of the rear seat, which more often
than not
included its own windshield, providing the rear seat passengers with a
much
more pleasing open-air experience. (*For the uninformed a phaeton was an open
four-door car
equipped with a light collapsible top and flimsy detachable side
curtains for
windows. If permanent side windows and a more substantial convertible
top were
desired, one was forced to purchase - at considerable added expense - a
convertible sedan.) That second windshield, properly called a
tonneau
windshield, consisted of a folding piece of glass attached to the
second cowl –
either permanent or folding, the latter generally pivoting from the
back of the
front seat. The cowl was a two-piece affair that typically folded down
when
entering or exiting the rear seat of the car. During inclement weather when the top was
put up and the
side curtains installed, it took a Herculean effort to get in and out
of the
rear seat of a dual-cowl phaeton. To get in, you had to detach the side
curtain, fold the windshield forward by releasing the friction knobs,
reach
underneath the cowl and pull the handle that released the locking pins
that
held the cowl in place, then open the door and get in. Before the
journey could
start, the same procedure had to be followed – in reverse – and once
again when
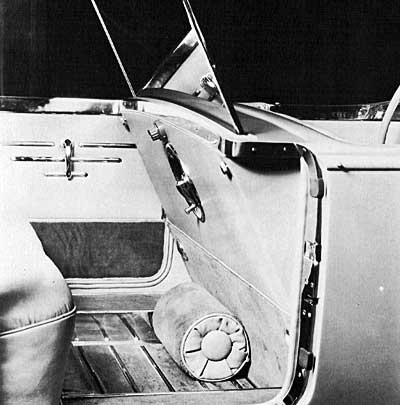
you exited the car at journey's end. For the Tourster Buehrig designed a system
with a crank-down
tonneau windshield (seen to the right in pictures and patents) that
eliminated
most of the nuisance factors associated with getting in and out of the
rear
seat, especially when the top was up. By using the 153.5” long-wheelbase chassis
Buehrig was able
to install a full width 35° rearward sloping 8” deep box behind the
front seat
which contained channels in which the rear windshield (aka tonneau
shield) was
raised & lowered by a recessed window crank located in its center.
As the
cabinet ate up 8” of rear legroom, Buehrig installed footwells between
the
frame rails that allowed for adequate legroom for even the tallest rear
seat
passengers. The beauty of Buehrig's design was that the relative
position of
the tonneau windshield to the rear seat passengers was almost identical
to that
of the front seat passengers to their windshield. In his autobiography Buehrig described an
amusing event
surrounding the color of the very first Tourster which was painted
Primrose
Yellow and Parkway Green:
Derham created only eight examples: 2425
J-431 (Gary Cooper
- original J-403 engine was defective and replaced with J-431); 2440,
J-423
(Butler Hallahan); 2456, J-444 (Joe E. Brown); 2464, J-448 (W.S. Odom);
2468, J-451 (David Joyce); 2472,
J-412 (G.B. Heister); 2499, J-489 (Mrs. Payne Whitney); 2524, J-504
(factory
demonstrator), and 80 years after their debut they remain among the
most
desirable of the series-built 4-door Model J Duesenbergs. A small number of Duesenbergs were equipped
with Brunn
bodies, the first, a formal town car designed by Duesenberg’s Gordon
Buehrig
for the 1930 auto show circuit. An unusual second cowl in front of the
close-coupled passenger compartment gave rear passengers some much
needed foot
room. Although Buehrig designed several town cars
while at
Duesenberg, only one – the All-Weather Town Brougham, which was
prominently
featured in the firm's ad in the 1930 New York Auto Salon catalog as
well as
the April 1931 issue of Vanity Fair - made it to production.
Constructed by
Buffalo, New York's Brunn & Co., it was the very last town car
design built
by Duesenberg as the market for the once-popular body style literally
disappeared at the onset of the Depression and never returned. The car introduced another clever Buehrig
trick, a compact
rear compartment with an accommodating seating arrangement, which was
made
possible by extending the interior below the beltline forward into the
normally
underused space just below and ahead of the glass partition, allowing
seating
for four-five passengers in a space normally designed for two-three.
Buehrig
explains:
Only one car was built, Brunn called it an
All-Weather
Brougham and it was built on chassis 2404, engine no. J-398*. It was
sold to
Victor Emanuel (b. 1898 – d. 1960), a Cord stockholder and financier
(Cornell
class of 1919) who later purchased E.L. Cord's interest in the Cord
Corp. for
$2.6 million and merged it with AVCO (Aviation Corp. - later Avco Mfg.
Corp.)
whose successful wartime military aviation contracts earned him the
cover of
the October 7, 1946 issue of Time magazine. (*Although the car was eventually scrapped,
its engine ended
up with the Harrah Collection.) Another Buehrig design created by Brunn was
the Torpedo
Phaeton, a car whose design was prompted by an 8-page letter Ames had
received
in the mail from a young sportsman named Marcus Jay Lawrence (b. July
19, 1907 - d. May 11, 1938):
Lawrence was born on July 19, 1907 in
Cleveland, Ohio to
Mortimer James and Carrie A. Lawrence – his father was president of the
Lawrence Publishing Co. (79-85 Wood St, Cleveland - publisher of the
Ohio
Farmer) and the Lawrence-Williams Co. (85 Wood St., Cleveland –
manufacturer of
Gombault's Caustic Balsam, a popular French Veterinary remedy). When
his father
retired the family moved to Clearwater, Florida and following the
patriarch's
passing Marcus moved with his mother to Washington D.C. where they
purchased a
mansion at 2131 Wyoming Ave. N.W., an affluent neighborhood located 1
mile
north of the White house just off of Connecticut Ave. N.W. Lawrence requested a special body that had
the physical
enclosure of a convertible sedan but kept the outward appearance of a
phaeton. Buehrig designed a
very attractive hybrid convertible sedan/phaeton body incorporating all
of the
features outlined in Lawrence's letter. When Lawrence received the sketch he called
Ames and asked how much would it cost? At that time Duesenbergs were priced from
$12,000 to $14,000, but these prices reflected a production of five or
ten cars
of the same design, albeit with different paint schemes, trim and
interiors. A one-of-a-kind car cost more, especially if it was as
complicated as the car Lawrence desired. Ames
got a quote from Brunn and set the price at $19,000. Lawrence wired
back, "Proceed
immediately." Using a system he had come up with while
working at Stutz,
Buehrig addressed the tendency of a the firm's folding windshields to
pop up at
speed due to increased wind pressure. As was the normal practice across
the
industry Duesenberg's folding windshields were held in the up or down
position
by a pair of friction nuts (hand-operated knurled knobs) located
bi-laterally
in the side posts. When folded down, the top portion had a nasty
tendency to
flop up in your face at speed if those two nuts weren't securely
tightened. Buehrig solved the problem by
revising the knurled hold-down nut (the folding connection) to include
a
two-position (or 2-notch) locking pin. The pivot point on the redesigned windshield
was assembled
with a bolt passing through the bushing located on the stanchion and
shield
member. Just below the pivot point he installed a tapered pin bolt
which
screwed into one of the members and matched two notches in the other
member.
The tapered pin allowed the frame to lock in place - the first notch
securely
held it in the down position, the second notch held it securely in the
up
position. Changing the position of the windshield required
significantly less
strength than before as once the pin snapped into place, the notches in
the
assembly prevented the top part of the assembly from moving, either up
or down. Buffalo, New York's Brunn & Co. created
what has been called 'the most
beautiful double
cowl phaeton ever created'. Painted a high-gloss piano black, its
interior was outfitted with red pebble-grain pleated leather seating
surfaces and
door
inserts contrasted by black patent leather seat backs and door cards
replete
with chrome moldings. The front and rear windshields, wind-wings (which
retracted into the doors), side-mount covers, and wire wheels were also
plated
in chrome and a single pilot-ray spotlight was installed above the
front
bumper. Several months later the car, chassis 2511 - engine J496, was
returned
to the factory and retrofitted with a supercharger, one of the few that
used
the early 1-piece 8-port exposed exhaust manifolds. When Duesenberg suggested that owners of the
early
supercharged 1-piece 8-port manifold cars retrofit them to the new
flexible tube-covered manifolds,
Lawrence kindly
refused, stating:
Buehrig recalled Lawrence's enthusiasm when
he picked up his
car at the factory on March 15, 1932:
Four other Torpedo Phaetons were constructed
two by
Weymann-American in 1933 - 2542 J511, 2554 J526 (SJ) - and two more by
that
firm's successor, A.H. Walker in 1935 - 2583 J548 (SJ), 3608 J582 (SJ),
the
latter two bearing Walker-LaGrande body plates and being equipped with
17”
wheels and factory-skirted front fenders. Although the bulk* of Marcus Jay Lawrence's
Brunn-built
Duesenberg Torpedo Phaeton no longer survives, unlike some missing
Dueseys, its
fate is known. During the mid-1930s he established a second home in
Arizona's
Verde Valley, a rural mining community where young, wealthy Marcus –
who listed
his profession as 'rancher' - soon developed a reputation for being a
bit of a
gambler and playboy. It should come as no surprise that the owner of
the 'V bar
V Ranch' eventually totaled his Duesenberg when he smashed it through a
guard
rail and plummeted of a cliff in the Painted Desert sometime in 1937. (*Only its engine survived the crash – which
a subsequent
owner eventually parted out.) Although Marcus was not seriously injured in
the crash, on
May 11, 1938 he succumbed to injuries he had suffered at the hand of
Ernesto
Lira, a well-known sportsman and former manager of light heavyweight
boxing
champion John Henry Lewis. Lira had accused Lawrence of sleeping with
his
girlfriend, Mrs. Odessa Webb, at Lira's Soda Springs Ranch in Prescott,
Arizona. Facing a possible death penalty, Lira admitted to beating
Lawrence to
death (with a camera with which he hoped to catch the two 'lovers' in a
compromising situation) and on July 30, 1938 was sentenced to 30-40
years in
prison. Lawrence was still married at the time to
Jane Stout
Lawrence (daughter of Irma M. Stout) and on May 23,1938 she filed for
executorship of his estate. Unfortunately for her, months earlier she
had filed
for divorce, and Lawrence had recently changed his will to leave her
with the
'minimum allowed' under Arizona law. The bulk of Lawrence's estate,
valued at
$700,000, was distributed amongst his attorneys, his mother, Carrie,
his
half-brother, Paul J. Lawrence, two uncles and an aunt. The various court cases caused quite a
scandal in the
tight-knit Arizona mining community so in order to provide her son with
better
local legacy, his mother made a donation to help establish the Marcus
J.
Lawrence (MJL) Memorial Clinic, an outpatient facility located in
Cottonwood,
Arizona, that officially opened on June 2, 1939. When a nearby hospital
located
in Jerome, Arizona closed during the Second World War, an even larger
donation
by his mother established the Marcus J. Lawrence (MJL) Memorial
Hospital, a
24-bed hospital which opened in 1945 and survives today as the Verde
Valley
Medical Center. Another memorable Buehrig design was the
Arlington Torpedo
Sedan, a close-coupled sedan very similar in appearance to the Beverly
Berline
with a pronounced Hibbard & Darrin side window treatment and a
Torpedo Phaeton-like rear end. Designed and
constructed especially for the Cord Corp. display at the 1933 Century
of
Progress, the car was dubbed the Twenty Grand by the press due to its
$20,000
asking price. When one takes a glance at the car – most
often in the
surviving black & white photos, or the beautiful 1:24 scale version
created
by the Franklin Mint – the first thing you notice is the unusual
V-shaped
windscreen, a design not used on any other Model J. A second
interesting
feature are the 14 exposed chrome-plated door hinges (7 per side),
Buehrig
explains:
It used the same interior hardware Buehrig
had designed for
the Marcus J. Lawrence car and was fitted with the Beverly's rear
division
panel replete with gauges and a bar. Rollston constructed the sole
example
which was originally painted grey with a light tan Haartz cloth top and
grey
leather interior. Duesenberg had a hard time selling the car,
which was
subsequently 'modernized' with smaller disc wheels, skirted fenders,
and a
black top and paint job in order to attract a buyer, which ended up
being
Minneapolis' Shreve M. Archer (Archer, Daniels, Midland Co.), who had
previously
purchased another Buehrig-designed Model J, the Judkins Coupe. Thankfully the Arlington Torpedo Sedan
(2539, J513) survives
and can be seen in the Grand Salon of the Nethercutt Collection in
Sylmar,
California. After spending several decades painted black, J.B.
Nethercutt
acquired it in the late 1970s and restored the car to its original
colors. More
recently a reasonably accurate tribute was constructed using a Ford 351
V-8-powered 1984 Duesenberg II dual-cowl phaeton as a donor car. Another Buehrig design that included exposed
chrome plated
piano hinged doors was the Convertible Torpedo Victoria, a very
attractive
4-passenger 2-door body originally designed for a yet unsold Model J
chassis;
2262, J-231, that had originally been equipped with a Willoughby sedan
body.
Using a similar system to the one used on Walter M. Murphy's
disappearing top
2-seaters, the Convertible Torpedo Victoria's was designed it so it
folded into
an enclosed well built behind the rear seats, giving it the car a very
clean appearance
when the top was stowed away. Another unique feature was its oversize
doors,
which provided unencumbered access to the rear seats, Buehrig
explaining:
J. Herbert Newport is
credited with the interior and three examples were constructed, all by
Rollston: #2262, engine J-231; #2263, engine J-235 – w/rear door
hinges; and
#2597 engine #J573. According to Fred Roe the Rollston Convertible
Torpedo
Victoria body on chassis no. 2263, engine no. J-235, the one with piano
hinges
at the rear of the door, replaced an armor-plated limousine body
constructed by
Willoughby. Although Rollston made approximately a dozen of their own
similar-looking Convertible Victoria bodies for Model J chassis, they
are
easily distinguishable as they use standard width doors - Buehrig's
were
effectively a door-and-a-half wide - and their tops were stowed outside
of the body
on top of the rear deck as was the standard practice on Convertible
Victorias. San Francisco, California's George Whittell
Jr. was
Duesenberg's best
customer in respect to the number of Model J's he owned – six, all
purchased
brand new. One of them was a boattail* speedster designed by Buehrig
and
constructed by Albert H. 'Bert' Walker at the former Weymann-American
body
plant in Indianapolis. The $17,500 car was one of two speedsters
constructed
from a Buehrig design – he designed two others, but they never made it
to
production. However one of his un-built boat-tail designs was used as
the
inspiration for a replacement body on chassis engine no. J364 -
replaced a
Rollston Convertible Victoria body. (*Many
Duesenberg histories differentiate between the 2 cars, the first as the
'fishtail', the second as the 'tapertail' speedster. Buehrig – the
car's designer – called them both boattail speedsters.) Whittell's speedster (2537, J508) was built
on the long
154.5” chassis, the second car, (2450 J437) built for San Francisco's
Walter T.
Varney, was constructed on the shorter wheelbase 142.5” chassis. Although the body lines were similar, the
completed cars
looked very different. Whittell's car had a much taller boat-like tail
while
Varney's was ended much lower to the ground, closely following the
sweep of the
rear fenders – which were the same on both cars. Varney's car had no side windows, step
plates or running
boards (the battery and toolbox was built into an enclosed streamlined
box
located just behind the rear of the driver's-side front fender) and its
spare
tire was accessed via a door built into the top of the tapered tail
which also
stowed the flimsy roadster-type top. His car was built with slightly
smaller
doors whose hinges were hidden inside the coachwork. Whittel's car had proper crank-down side
windows, a more
substantial convertible top and wider doors that were equipped with
Buehrig's
characteristic exposed chrome door hinges. His spare tire was also
stored in an
enclosed rear compartment in the tail. Duesenberg's LaGrande Phaeton, which Buehrig
admits was
based on Ralph-Roberts-designed Phaeton previously furnished to the
firm by
LeBaron, bears testimony to the great lengths Harold T. Ames made to
keep
Duesenberg in business during the Depression. By sourcing
similar-looking
bodies in the white from the Union City Body Company in Union City,
Indiana,
and finishing them in-house, Duesenberg added a significant amount to
their
bottom line. The savings were not limited to the automaker, the
customer
benefited as well as LaGrande Phaetons was priced significantly lower
than
similar-looking phaetons constructed by Brunn, Derham or LeBaron. ACD Club historian Fred Roe briefly touched
upon the subject
in 1982:
At Ames' request Buehrig revised Robert's
original design
incorporating a number of features requested by the Los Angeles
distributor for
a celebrity customer, in this case, Twentieth-Century Fox screenwriter
Eugene
W. 'Gene' Markey. Although he lacked leading-man good looks, Markey's
humor and
gift for gab made him one of Tinseltown's most eligible bachelors, and
he
managed to wed THREE of Hollywood's most beautiful leading ladies; Joan
Bennett
(1932-1937); Hedy Lamarr (1939-1940); and Myrna Loy (1946 to 1950). I couldn't locate any corroborating evidence
that Markey
owned a LaGrande Phaeton, however he was the original owner of another
Model J,
a Murphy-bodied Torpedo Berline Convertible Model J (2315, J-391) –
unusual as
it was built with an integral trunk and was always photographed topless
with a
tonneau cover stretched over the rear compartment. The LaGrande Phaeton incorporated several
design
improvements over Robert's Phaeton (LeBaron) that Buehrig had
originally
introduced on the Derham Tourster. Both Buehrig-designed cars (Tourster
&
LaGrande Phaeton) used the same narrowed rear end and cowl and included
the
locking folding windshield Buehrig had designed when he worked for
Stutz. As
the LaGrande Phaeton was designed to help sell existing short-wheelbase
chassis, the Tourster's crank-down tonneau windshield cabinet wouldn't
fit, so
a regular collapsible dual cowl with a folding shield was made
available. When a LaGrande Phaeton body was placed on
the
short-wheelbase Model J chassis, little space remained for the
rear-mounted
trunk. To create more storage Buehrig designed an extra-tall trunk with
chrome
plated trim with a folding false compartment at the top which provided
just
enough space to make the lowered top stack flat. Most importantly for Ames, the LaGrande
Phaeton project
helped Duesenberg unload short-wheelbase chassis* on which most (14 of
19) were
constructed and had the additional benefit of keeping the firm's
painters and
trimmers busy during lean times. (*Frames for the long wheelbase chassis were
in short supply.) The final body style designed by Buehrig for
Duesenberg was
the Derham Four-Door Convertible (aka All-Weather Convertible,
sometimes listed
in error as a Derham Town Car). Designed for the short-wheelbase
chassis, it
incorporated a number of his signature embellishments such as exposed
chrome-plated door hinges, a speedometer equipped instrument panel in
the rear
compartment and the leather-covered trunk he designed for the LaGrande
Phaetons. Several were constructed – one was sold new on 2452, J-426 to
Antonio
Chopitea, of Lima, Peru and a second replaced a Willoughby Berline body
on
2257, J-237, which was owned by Kenneth G. Smith, president of the
Chicago's
Pepsodent Co. Although E.L. Cord had been active in the
design and
development phase of the Model J. Duesenberg, the sales, promotion and
production of the chassis was left up to Harold T. Ames and Fred
Duesenberg.
Although they met several times Buehrig did not know the firm's owner
very
well, and stated Cord rarely visited the factory. However, Buehrig had
a
special relationship with vice-president Fred Duesenberg whom he
greatly
admired:
In January of 1931, after Buehrig had been
with the firm
about a year, Duesenberg invited him to live in a third floor apartment
of his
Indianapolis home, which had recently been vacated by a draftsman named
Paul
Miller. While living there* Buehrig recalled many evenings that
Duesenberg
spent at his home drafting table finishing up projects for the factory. (*Buehrig lived at 3290 Fall Creek Boulevard
[now 3290 E.
Fall Creek Parkway] from January, 1931 until February of 1934 save for
the nine
months - Feb. 1933 to Oct. 1933 - he returned to Detroit to work for
Harley
Earl's Art & Colour during an especially rocky financial period at
Duesenberg. Fred's widow, Isle (Oulteford) Duesenberg (b. Mar. 20, 1890
in
Auburn, Nebraska), even let him stay there after her husband succumbed
to
injuries suffered in a July 2, 1932 automobile accident.) When he moved into Duesenberg's home Buehrig
had recently
(Dec. 21, 1929) taken possession of his own custom-bodied automobile, a
Buehrig-bodied 1930 Model A Ford cabriolet – 1 of 1. On September 27, 1930, he traded in his 1929
Buick on a
'loaded' 1930 Ford Model A Cabriolet at the Ford Motor Co.'s
Indianapolis
factory branch which was located 3 miles east of the Duesenberg plant
at 1315
E. Washington St. Equipped with 8-ply General white sidewalls (with
dual
side-mount spares), a rumble seat and auxiliary trunk rack, Buehrig's
Briggs-bodied Model A (model 68B) would have cost $645, not including
the
optional Ford accessories ($70) and six 19” x 5” General tires ($30) -
about
ten times more than a bare Duesenberg Model J chassis. The very next day Augie Duesenberg's men
commenced its
reconstruction across the street at the Duesenberg Bros. race car shop.
Buehrig
had a lot of changes in store for the car and had already prepared a
full-sized
body draft before taking delivery. He radically re-designed the car's
coachwork
– chopping the top by 3”, extending the hood by 4” and fitting it with
a
convertible Victoria top. Buehrig's blind-quarter top preceded the ones
constructed by Dietrich, Waterhouse and Rollston by several years. The workmen removed the body and convertible
top and
discarded the rear-half, which was cut off just behind the 'B' pillar.
The
front seat was removed as was the extra-cost rumble seat assembly. They
also
cut down the windshield and 'A' hinge pillar by 3” which took care of
reducing
the height of the cabin glass and top-hinged windscreen by the same
amount. The
cowl's integral dash/firewall and toeboard were carefully cut out, and
re-attached 4.5” forward of their original position in front of the 'A'
pillar
and a 4.5” strip of sheet-metal welded into the void to form a 'dummy'
extended
cowl. This operation allowed the dash and toe-board to be returned to
their
original position in relation to the chassis when the body was
remounted. A new
extended (by 4.5”) engine hood was also constructed that fit over the
4.5”
metal addition to the cowl assembly, which allowed the dash and
toe-board to
retain their original alignment with the engine and chassis components. Next step was to build the framework for the
rear of the
body per the full-sized body drafts, put it together and install the
carefully-sized hand-hammered aluminum panels. Buehrig retained the
folding 'B'
pillar which was shortened at the bottom by 3” - this allowed the
original
linkage and windshield header to be used. However, from the 'B' pillar
back, an
all-new bows and folding top linkage had to be constructed from the
templates
included on Buehrig's body drafts. The headroom lost by chopping the
top was
regained by dropping the floor and footwells several inches below their
stock
location, which provided a most comfortable driving and seating
position. The
rear seat was similarly lowered by notching the bottom of the seat so
that it
cleared the driveline. Once the reconstruction of the coachwork was
completed the
Model A moved across the street to Duesenberg's paint shop where the
body was
primed, sanded and painted by Duesenberg's finest in 3 different shades
of
DuPont lacquer: the body (including dash and steering wheel) in Light
Capucine;
the fenders and belt molding in Dark Capucine; and the wheels and
pinstripes,
Flame Capucine. Buehrig designed a special set of seat
cushions for the car
based on the same Marshall Knockland design typically used on the Model
J.
Because the bottom cushion had to be two inches shorter than standard,
he
revised the sprung frame's layout by having the row of coils around the
perimeter extend all the way to the floor while placing those on the
interior
1.5” below the floor level. As mentioned earlier the floor and footwell
had
already been repositioned several inches below their stock position in
order to
accommodate the new lower seats. Although they shared their bottom
cushion, the
passenger side of the split seatback folded forward to allow access to
the rear
compartment where a similarly-constructed sideways-facing auxiliary
seat could
hold a third occupant when necessary. Buehrig obtained four $5 hides
from the
Weymann-American Co. - a pigskin-grain cowhide to cover the exterior of
the
auxiliary trunk and three antique warm gray leather hides for the seats
and
interior trim. All of the work at Duesenberg was done after
hours with
Harold T. Ames permission and Buehrig paid the workers out of his own
pocket.
Completed on December 21, 1930 the car, which he christened 'Baby'
attracted
attention wherever it went, Buehrig recalling:
In a later interview Buehrig recalled
driving it to Ford's
corporate offices in Dearborn in order to show it to Edsel, who he
though would
have appreciated it. However he didn't make it past Ford's chief body
engineer,
who declared “Mr. Ford would not be interested.” The car was constructed per Buehrig's
original design save
for three small details: the accessory Ford trunk rack mounted behind
the
custom-built pigskin-covered trunk was changed in order to have a
vertical
orientation; the exterior landau irons were transferred to the
interior; and a
Boyce Moto-Meter was substituted for the Hispano-Suiza ornament on the
radiator. After driving the car a little over a year
Buehrig updated
it with a modified powerplant and experimental 15” Goodyear disc wheels
mounted
on 15” x 6.5” Goodyear balloon tires, whose matching spares required
widening
the front fender wells. He replaced the original radiator with a
Motor-meter-equipped faux Hispano-Suiza unit, wrapping its lower end
with a
sheet-metal housing equipped with a Duesenberg gas cap over its
crank-hole. Inside, the original Ford instrument panel
was replaced with
an engine-turned 1/4”thick aluminum sheet equipped with Pioneer-brand
aircraft-style gauges lit by a pair of Pontiac instrument panel lights. The original flathead four was disassembled
and converted
over to overhead valves using a Harry A. Miller single overhead cam
head supplied
by Dick McCarthy, a Chicago racer for whom Buehrig had once designed a
racecar
body. In addition to installing a Mallory ignition and Packard Electric
cables,
Buehrig put in some Ray Day aluminum pistons to increase compression.
He
finished off the engine by grinding Miller's name off the cast aluminum
valve
cover and installing a chrome-plated fan and chromed oil and gas lines. The car, which was subsequently featured in
MoToR magazine,
was topped off with an expensive Haartz cloth convertible top and
repainted
rich red maroon with bright red pinstriping. He drove it for 89,000
miles
before reluctantly replacing it with a new Auburn in 1934. He lamented:
Although Buehrig thought the original design
drawing for his
Model A had been destroyed when the Duesenberg plant was sold in 1937,
it turns
out Oscar Hadley, Duesenberg's former file clerk – and later engineer,
had
retrieved it from the dust bin and saved it. A mutual acquaintance
presented it
to a much-surprised Buehrig 30 years later at an Auburn-Cord-Duesenberg
meet,
and he included it, along with several photos of the car, in his 1975
autobiography, 'Rolling Sculpture.' By late 1932 the Depression had put a severe damper on Duesenberg sales and unsold chassis were piling up in Indiana. Things were just as bad at many of the firm’s authorized coach builders, Murphy closed down that year and many of the others were close to bankruptcy. Designs and bodies in the white dating from the early thirties were mothballed until sales slowly began to pick up in 1934. Although Duesenberg sales nationwide were almost non-existent, the Auburn California Co. / Auburn Automobile Sales Corp., Calif. branch, (popularly known as Auburn-Fuller) the Los Angeles A-C-D distributors, had some luck selling new ones providing their coachwork was updated to match the competition's which at a bare minimum required adding skirts to the front fenders. O.R. ‘Ollie’ Fuller (b. Oct. 5, 1880-d. Aug.
20, 1946) was a
Los Angeles-based automobile dealer and bus line operator who held the
city’s
Auburn distributorship from 1923 to 1932 at which time it went bankrupt
and was taken
over by
Errett Lobban Cord. During those nine years his firm constructed
hundreds of
motor
coach bodies as well as two custom-bodied Cord L-29s (one, an
awkward-looking L-29
coupe originally built for E.L. Cord, survives, unrestored in Canada)
and at
least one Auburn Hearse. Fuller started his business career working
for his father’s
draying concern (Pioneer Truck and Transfer Co.) which he helped parlay
into a one
of Los Angeles’ largest trucking concerns. In 1907 Fuller was awarded a Cadillac
distributorship for
Fullerton, and in 1909 he returned to Los Angeles to manage a motor
truck sales
organization that at one time or another held franchises for Randolph,
Rapid, Reliance, GMC and White trucks, and White, Stephens and Auburn
automobiles. Prior to the start of the First World War he
turned two
repossessed White trucks into a small freight business which after
adding a bus
line (White Bus Line) expanded into an enterprise (Motor Transit Co.)
he sold
for $3 million in 1930 ($40 million in today’s dollars). Established in 1909, the Pioneer Commercial
Auto Co.,
originally located at 1226-1228 S. Olive St. – later at 1017-1019 N.
Alameda
St., was reorganized as the White Automobile Co. in 1916 and increased
sales of
motor trucks resulted in a move to 1800 S. Figueroa St., in the heart
of LA’s
automobile row. Fuller continued to expand his automobile business
during the
1920s, becoming Southern California’s largest distributor of White
trucks and
motor buses, many of which were delivered with bodies constructed in
his own
coach works. By 1928 the sales of Auburn passenger cars,
which were added
in 1923, attracted the notice of Errett Lobban Cord who made a
substantial
investment in the firm, which was subsequently reorganized as the
Auburn-Fuller
Co. Auburn-Fuller became very successful and during the next several
years
established additional satellites in metro Los Angeles: 1101 S.
Figueroa St.,
1800 S. Figueroa St., 3465 Wilshire Blvd., 6145 Hollywood Blvd.,
Beverly Hills:
208 N. Canon Dr., San Francisco: 1147-1155 Van Ness Ave., and Oakland:
2111
Webster St., California. Unfortunately the Depression wrought havoc
on Fuller’s finances and the Auburn-Fuller Co. went bankrupt in 1932.
Its assets
were
acquired by E.L. Cord who relocated most of its operations into a
magnificent
showroom located in the automaker’s new multi-story art-deco office
building at
3443 Wilshire Blvd. By the end of 1932 O.R. Fuller had either
sold off, or had been
relieved of, his transportation-related businesses and he withdrew to
his family’s
3,000 acre ranch north of Corona, California where he remained until
his death
in 1946. After Walter M. Murphy closed its doors,
several of
its key employees
- Christian Bohman and Maurice Schwartz - formed their own company,
Bohman
& Schwartz, which early on specialized in updating new Duesenberg
chassis
and re-bodying earlier ones. Duesenberg was no longer in any position
to
dictate how their chassis could be bodied and a number of unusual
creations
were built by the Pasadena coachbuilder for their eccentric Hollywood
clientele
during the mid-1930s. Business was so bad at Duesenberg that
several months might
go by without a sale and in January of 1933 Buehrig made an inquiry
with Howard
O'Leary, GM Art & Colour's second-in-command, to see if they were
looking
for anyone. Buehrig was offered a designer position and returned to
Detroit to
go back to work for Harley Earl. When Buehrig resigned Duesenberg's factory
coachwork program
was put on the back burner and Herbert T. Ames went looking for a
replacement.
He found one in J. Herbert Newport Jr. who had previously worked for
Studebaker,
Dietrich and Brunn and had previously also worked with Philip Derham at
the
short-lived Floyd-Derham works and was hired by Ames in February of
1933 on
Derham's recommendation. Alex Tremulis, another legendary designer, was
hired
by Ames in 1933 to assist Newport and eventually replaced Buehrig as
Auburn’s
chief stylist. The pair are credited with designing the last of the
factory-designed bodies, which like many of Buehrig's bodies, were
built by
LaGrande, the fictitious firm that fronted as Duesenberg's in-house
body
builder. Although he didn't know it at the time, he
would only be
absent from Duesenberg for eight months, during which time Duesenberg
got an
order for two short-wheelbase 2-passenger bob-tailed speedsters from
Auburn Automobile Sales Corp., Calif. branch. Design of the coachwork
was
handled by
Newport and its construction by the E.L. Cord-owned Central
Manufacturing Co.
of Connersville, Indiana. The supercharger-equipped cars were built on
a 125”
wheelbase chassis which was built using a cut-down 142.5” donor.
Although the
term was never officially used by the factory, the two cars are known
today as
Model SSJ Speedsters (supercharged, short-wheelbase Model J) and were
originally equipped with body-colored radiator shells and disc wheel
covers. Although Buehrig had designed a couple of
bodies for
short-wheelbase Model J's during his interim as Duesenberg's designer,
they
were never constructed and he had nothing to do with the 2 speedsters
which
were eventually sold / lent to movie stars Gary Cooper and Clark Gable.
Cooper
owned his speedster, J-563 #2594 (originally buff/light brown and
re-painted
two-tone gray before delivery), while Gable's speedster J567 #2595
(originally
two-tone yellow/brown, later repainted coffee/brown and eventually
silver/red)
was lent to him by the Los Angeles distributor for a two-month trial,
which soon turned
into six
months after which Auburn Automobile Sales Corp., Calif. branch, was
forced to repossess it. The car
was subsequently
refurbished and sold to jazz violinist George E. (Georgie) Stoll. Soon-after Gable was oft-photographed with
another
Duesenberg, a crème-colored Rollston-bodied 1935 Model JN convertible
coupe
(2585, J-560) that was re-styled by Bohman & Schwartz. A purported
gift
from his wife, Carole Lombard, the car was later featured in Hal
Roach's 1938
comedy 'Merrily We Live' which starred Constance Bennett and Brian
Aherne. For
many years it was believed that Gable actually owned this car, however
new
information has recently come to light that claims that like the first
car, it
was only 'loaned' to him and upon its return to Auburn Automobile Sales
Corp., Calif. branch, in 1936
(2585,
J-560) was sold to publisher L. Stanley Kahn, (married to Moses
Annenberg's
daughter Janet at the time and later to actress Rita Johnson) who also
owned
2522, J-462 before it too was 'restyled'. Many older books and articles on Duesenberg
Model J's,
particularly ones that highlight a specific vehicle, claim that the car
in
question was “custom-built” for the original owner. These claims were
further
perpetuated by Harold T. Ames, who in a speech delivered before the
Auburn-Cord-Duesenberg Club on September 1, 1963, stated:
Although he didn’t discuss the subject in
his 1975
autobiography, in June of 1984 Buehrig set the record straight in an
interview
with David R. Crippin:
In his autobiography Buehrig recalled that
he first reported
for work the very day* that recently-elected President Franklin Delano
Roosevelt implemented his famous Bank Holiday, which suspended all
banking
transactions from Monday, March 6, 1933 until the start of business on
Monday
March 13, 1933. (*It is now generally accepted that Buehrig
returned to GM
the week before the 'Bank Holiday', Tuesday February 28, 1933, a date
that
meshes with several later interviews where he says he returned to GM at
the end
of February, 1933.) Upon his arrival he discovered things were a
little slow at
Art & Colour (which was still a part of the Fisher Body division of
General
Motors), so slow that early in 1933 Earl summoned a group of designers
up to
his 10th floor office and said:
To which Buehrig replied:
According to Buehrig, Earl's face and neck
started getting
red, and he thought he was about to thrown out the window. Earl replied:
To which Buehrig replied:
Soon after, Earl announced a new design
contest pitting the
studio's designers against each other. First prize was a week-long
all-expense-paid trip to the upcoming Century of Progress Exhibition in
Chicago, Illinois (1933-1934 World's Fair). The studio's employees were split up into
five 3- to 4-man
teams*, each headed by one of the studio's senior designers. The first
was
headed by Jack Morgan (Juan Ricardo Morgan), the second by Thomas L.
Hibbard,
the third by Jules Agramonte, the fourth by Franklin Q. Hershey with
Buehrig's
being the fifth. Buehrig's team had one extra person, due to the fact
he was
saddled with 2 apprentices, which Earl apparently felt put him at a
disadvantage. (*His biography says 3- to 4-man teams, in a
later interview
he states 4- to 5-man teams.) The teams were presented with a package
drawing (a draft
that provides dimensions for the interior, wheelbase and exterior of a
car) for
a four door sedan which had the same basic dimensions as a
current-model Buick.
When finalized each team would construct a ¼-scale clay model which
would be
judged by a team made up of the heads of several different G.M.
divisions and
two of the Fisher Brothers. Buehrig's team held a number of after-hours
meetings at his
Alden Park Manor apartment (8100 E. Jefferson Ave.) where they got
together to
work on the design and drink some beer. Buehrig's team included Carl
Otto and a
talented model builder named John Lutz, Jr. whose famous father, John
Lutz Sr.,
headed Fisher Body's prototype clay shop – giving them a distinct
advantage
when it came to constructing the quarter scale replica. Buehrig's streamlined design incorporated a
hermetically-sealed engine compartment, a feature inspired by his own
Model A
Convertible coupe, whose engine compartment was always getting dirty.
By moving
the radiators outboard between the hood and front fenders, direct air
flow to
the engine compartment was greatly reduced as were the dirt and debris
which
accompanied it. Buehrig recalled:
Art & Colour's designers held their own
in-house contest
just prior to the official one, and Buehrig's car was judged the
best-looking
of the bunch. However it came in dead last in the official contest,
which was
won by Juan Ricardo (Jack) Morgan's group. Buehrig recalled that the
hood of
Franklin Q. Hershey's entry incorporated an early version of the
'Silver
Streak' moldings he later introduced as head of the Pontiac design
studio.
Historically Buehrig's entry was the most influential - after several
iterations it became the 1936 Cord Model 810. On September 20, 1933 Buehrig got a call
from Harold T. Ames
inviting him to come visit him in Indianapolis for the weekend as he
had an
idea he wanted to discuss. Ames was excited about his latest marketing
scheme,
a take on the badge engineering program that Alfred P. Sloan was
instituting at
General Motors at the time with the new Oldsmobile-based LaSalle. Ames
reasoned
that Duesenberg could sell a lower-priced companion to the Model J
based upon a
smaller displacement straight-8 engine and chassis sourced from Auburn. Ames wanted Buehrig to come up with a 'trick
body' for the
car, which would be sold and marketed as a Duesenberg. Buehrig
immediately
thought of car his team had entered into the recent design competition
and
after seeing two pencil-sketches of the car, Ames green-lit the project
and
offered Buehrig a job. In a speech delivered to some members of the
ACD Club on
September 1, 1963 Harold T. Ames gave his version of the same events:
Apparently the plan sounded good to Buehrig
and upon his
return to Detroit that Monday he submitted his resignation. It marked
the
second time he had left General Motors Art & Colour to work for
another
manufacturer – the first time for Stutz, and now for Duesenberg. By the time Buehrig got back to Indianapolis
Ames had
already assembled a skeleton crew to work on the car which would be
designed
and built in a sealed-off area of the Duesenberg plant away from prying
eyes.
Augie Duesenberg, who had returned to the company following the
untimely death
of his older brother Fred, was in charge of the chassis work. Buehrig
was provided
with his own office in the design studio and his replacements, Herb
Newport and
Alex Tremulus - who were busy designing new coachwork for the Model J,
were
instructed to keep out. Only Philip Derham, Duesenberg's coach-builder
liaison,
was the only design staff member to be involved with the project. Although Ames didn't think Buehrig's sealed
engine
compartment was marketable, he was intrigued by introducing a car that
didn't
have a radiator in the front end. Buehrig worked out a 1/8 scale
drawing from
the original pencil sketches and had chief draftsman Walter H. Troemel
and his
team work out the details of the twin radiator, and the finalized car
was then
sculpted by Buehrig on a 1/8 scale styling buck. Buehrig later recalled
that:
Once Ames approved the clay model, Buehrig
made an accurate
orthographic drawing of the 1/8 scale clay miniature and turned the
body drafts
over to Philip Derham who had arranged for A.H. Walker to construct the
prototype coachwork across town in the former Weymann-American plant.
While
Buehrig was finalizing the body Augie Duesenberg engineered the twin
radiator
arrangement by using 2 small belt-driven fans which worked at lower
ambient
temperatures but proved inadequate under higher temps. Ames recalled:
E.L. Cord had little to do with the baby
Duesenberg although
Buehrig reports the prototype was driven to Chicago for his personal
inspection
as he had not been interested enough in the project to come to
Indianapolis to
see it. At that time Cord had other things on his mind, the foremost
being
keeping his family safe. Although he officially dismissed the reports
as
“Hooey, Hooey, Hooey,” in its May 31, 1934 issue the Chicago Tribune
reported
that his two sons from a previous marriage, Charles and Bill, had been
withdrawn from Delafield, Wisconsin's St. Johns Military Academy over
the
Easter holiday due to “threats from kidnappers”. That very same day the
Associated Press reported that Cord and his family (wife Virginia and
their 2
young daughters Sally and Betty, and older sons, Charles and Bill) had
been
living in their British retreat at Walton Heath, Heston, England since
mid-April. The trip was spawned by numerous threats
against his
children which dated back to March when a man threatened Cord at a
Pasadena gas
station. It was followed by phoned-in call to the Cord Haven estate on
March
20, which threatened to kidnap the children and was reported the very
next day
by the Associated Press. Cord's friends revealed that his security team
had
also found a man lurking on the grounds of Cordhaven and that another
had
shoved a rifle into the ribs of one of the guards. The final straw was
the
spotting of a plane circling over the Beverly Hills estate. Cord had
reason to
worry as the threats closely followed the 1932 kidnapping of the
Lindbergh
baby, a recent threat made against Beverly Hills' resident Bing Crosby
and the
May 10, 1934 kidnapping of another neighbor, millionaire stockbroker
and oilman
William F. Gettle. Buehrig fully expected development on the
car would
continue, however the project got put on the backburner in February of
1934
when he and Ames got personally involved in a project that was near and
dear to
E.L. Cord’s heart - making money. Approximately one month before he
became
involved in the kidnapping hullabaloo, Cord ordered Harold T. Ames and
Buehrig
to Auburn, Indiana, to salvage the 1934 Auburn which had failed to win
over
both Auburn's distributors and the car-buying public in general.
Buehrig
recalled:
Buehrig would not return to Duesenberg and
years later he
fondly recalled his time at the Indianapolis manufacturer stating:
In 1933 Auburn, which was in rather shaky
financial
condition, gambled half a million dollars of their precious resources
on an
all-new 1934 design that featured the firm’s first all-steel body
designed by the
firm’s young designer, Alan H. Leamy. Although the appearance of the 1934 Auburn
looks fine today,
it bombed at its debut at the 1934 New York Auto Show, especially so
with the
dealers who were the people that were actually placing the orders and
purchasing the cars. On the return trip back from the New York Auto
Show, Duesenberg's
Harold T. Ames shared a Pullman car with Lucius “Lou” Bass Manning,
E.L. Cord’s
right-hand man and chairman of Manning & Co., a Cord controlled
holding
company which owned the bulk of Auburn’s stock. Inevitably the
discussion between
the two travelers turned to the failed debut of the Auburn and Ames
volunteered
that he knew what was wrong with the car, to which Manning replied:
And fix it he did. Manning made him
executive vice president
of Auburn and Ames was given a meager budget of $50,000 to cover the
cost of face-lifting
the car for the upcoming model year. Both Buehrig and Augie Duesenberg
accompanied Ames on the move to Auburn, Indiana - Buehrig was put in
charge of
redesigning the front-end sheet-metal and Duesenberg was tasked with
adapting
the Switzer-Cummins centrifugal supercharger to the 1935 Auburn. Ames only requests were that the car look
powerful and have a
big hood. Buehrig delivered, sculpting an entirely new front end which
eliminated
Leamy’s unpopular waterfall treatment and gave it a significantly more
imposing
radiator shell and grill. Upon Ames’
approval of the 1/8 scale clay model Burt Cotter and Ted Allen, two of
Auburn’s
body engineers, went to work on the orthographic drawings required to
create
the dies for the new sheet-metal and less than six months after the
introduction
of Leamy’s ill-fated 1934 Auburn, Buehrig’s new car was shown to the
dealers. Buehrig
recalled the details of the facelift:
Augie Duesenberg went to work with the
Lycoming Engine
Division of Cord and Louis Schwitzer of Schwitzer-Cummins to come up
with
something that would give the ‘new’ Auburn more of a performance image
- a supercharger.
In
order to keep under-hood temperatures at bay, Duesenberg equipped the
1935
Auburn 851 with the same type of exposed stainless-steel exhaust pipes
found on
the Duesenberg SJ, a brilliant move which helped establish the
supercharged
1935-1936 Auburn 851-852 line as the ones to beat. Although ‘Ames intruders ’had provided
Lucius B. Manning and
Auburn distributors with a car that would sell, Buehrig sensed some
animosity
between the outsiders and existing Auburn employees. Harold T. Ames’
office was
directly across the hall from Roy H. Falkner’s, who had returned to
Auburn as
president on August 24, 1934 after a brief sojourn as Pierce-Arrow
sales
manager. The two executives despised each other, and as most of the
staff were
solidly on Falkner’s side, Buehrig’s job was harder than it should have
been.
Alan Leamy, the man who had designed the failed 1934 Auburn, was still
there,
and listening to Buehrig, you can sense that Leamy was uncomfortable
with
Buehrig’s presence, and several months after Ames and Buehrig’s
arrival, Leamy
was gone. Apparently Leamy was blamed for the poor
sales of the 1934
Auburn line and his widow infers that he was asked to resign, telling
ACD
Museum director Skip Marketti that he was ‘relieved of his duties’.
Apparently
the dismissal came as no surprise to Leamy as a letter to the SAE
Employment
Service dated September 28th, 1933 reveals he was already looking for a
new
job. In fact he had been sending out sketches of interiors and
exteriors to
several manufacturers, including Graham and Packard during his final
years at
Auburn. Leamy wasn’t out of work long, accepting a position with the
Fisher
Body Co. that summer. Harley Earl was impressed by his work and on June
1, 1935
Leamy became a member of the LaSalle design studio at GM's Art &
Colour
division. 8 days later Leamy developed acute septicemia (bacteremia or
blood
poisoning) from a routine diphtheria vaccination he received as part of
GM’s
annual physical and four days later, June 12, 1935, he was dead at the
age of 33. Ames recalled the facelift of Leamy’s 1934
Auburn in his
September 1, 1963 presentation before members of the Auburn Cord
Duesenberg
Club:
During the summer of 1934, Ames realized
that he would need
something to serve as the centerpiece of the firm’s upcoming auto
shows,
especially since much of Auburn’s 1935 lineup had already debuted, many
months
before the competition’s 1935 offerings. Lest the automotive press
ignore the
firm’s displays entirely, that showpiece had to be spectacular. Ames asked Buehrig if he could cobble up a
handful of
supercharged Model 851 speedsters for the upcoming auto show season
using some
of the unsold speedster bodies* Auburn had in storage at the Union City
Body
Co. at Union City, Indiana. (*Another one of Leamy’s brilliant designs,
the Salon
Speedster was offered on the 1932-1934 Auburn 8-105 and 12-160A/12-165
chassis,
and although beautiful, the 1934 speedsters were slow-sellers and only
59
examples were produced (22 eight-cyl. & 37 twelve-cyl.), leaving an
unsold
surplus of approximately 41 of the initial 100-unit order placed with
Union
City.) Upon test-fitting one of the surplus
speedster bodies on a
new Model 851 chassis it was discovered that it would require extensive
modifications – in particular the two cars had a differently- shaped
rear axle
kick-up and the width of the frames were different, requiring
compensating
pieces to mount the 1933 body on the 1935 frame. In addition, the cowl
of the
851 was significantly wider than its predecessor, requiring several
revisions
to the hood so that the cowl of the existing speedster bodies would
meet up
with the Model 851’s all-new front end. Aesthetically, the rear of Leamy’s speedster
looked out of
place on the longer, sleeker, 851 chassis so Buehrig decided to scrap
the rear
end from the rear axle centerline, back. While at Duesenberg, he had
designed a
number of boat-tail speedster bodies for the significantly longer Model
J
chassis, and he incorporated one of those designs details on the new
rear end
he created for the 851 Speedster. Buehrig recalled how the design of his
Duesenberg Speedsters
differed from the Auburn:
Ames bought the design and ordered four
hand-built cars to
be readied in time for the upcoming show season. As
Ames had anticipated, the 851 Speedster
was the hit of all four of the major 1935 auto shows – New York,
Chicago,
Los Angeles and San Francisco. Although Buehrig deserves credit for the
bulk of the 851
speedster’s design, in particular the rear end, the central portion of
its body
- from the cowl to the just above the rear axle centerline - was
Leamy’s. Both
designers’ contributions resulted in what is considered to be the most
beautiful Auburn ever produced, one which Buehrig admitted had “much
better
proportions than the Duesenberg.” Just
as Ames had hoped, the 851 Speedster made quite a sensation on the 1935
auto
show circuit. When orders started coming in, the existing
speedster bodies
were re-worked in small lots, ten or twenty at a time. Cheap hardwood
draw
forms were constructed for forming the new rear fenders and tail ends
on a
hydraulic arch press. The popularity of the $2,100 Speedster was much
greater
than anticipated and when the inventory of 1933 speedster bodies was
used up, additional
units were contracted for and during its run approximately 600 Model
851-852
Speedsters were constructed – the only difference between the two
models being
the 851/852 script on the radiator grill. In the May, 1957 issue of Motor Trend,
Richard H. Robinson,
a longtime Auburn stylist, discussed face-lifting the 1934 Auburn 650
and 850
series cars in an article entitled ‘Weird Wisdom: Some improbable high-
and
low-points in the little-known saga of Auburn and Cord’:
Although 1935-36 Auburns are significantly
more popular and
valuable in today’s collector car market, sales figures reveal that
back in the
day the ‘34s sold better than Buehrig’s face-lifted ‘35s, although
neither
approached the overwhelming sales success of Leamy’s landmark 1931
Auburn 8-98.
Kimes & Clark report the following Auburn sales figures, starting
with the
1931 model year: 1931-34,228 cars; 1932-11,145 cars; 1933-5,038 cars;
1934-7,770
cars; 1935-6,316 cars; 1936-1,263 cars). Although the experimental ‘Baby Duesenberg’
had not made it
to production, the project was not forgotten and once Buehrig had
finished redesigning
the 1935 Auburns a decision was made to revive the ‘Baby Duesenberg’
albeit
with a new name, Cord, and a new driveline, a V-8 engine driving the
front
wheels. On June 24, 1934 Buehrig and his friend
Denny Duesenberg (Fred’s
son) drove the Baby Duesenberg prototype from Indianapolis to Auburn in
order
to have Auburn’s engineers take a look at it. Buehrig decided to start
working
on the project right away, creating a quarter-scale, clay model. One of
his
assistants, Auburn stylist Richard H. Robinson, recalled working on the
project
in an article in the May, 1957 issue of Motor Trend:
The day after Labor Day, 1934, Buehrig went
on a blind date
with an Auburn, Indiana girl named Elizabeth C. (Betty) Whitten (b.
March 13,
1910 in Bethel, Oxford County, Maine to Louis G. and Martha D. Whitten;
d.
August 28, 1970). They hit it off and on their next meeting he asked
for her
hand in marriage, she agreed and after their December 22, 1934 wedding
ceremony
left in our Auburn four door convertible sedan and drove to Florida. a
little
over three months after their first date. By the time the newlyweds left for their
Florida honeymoon –
which was financed by the sale of some Packard stock the groom had
acquired
while working there - the design of the new Cord had been completed.
Buehrig
recalled:
When Buehrig returned from his honeymoon on
January 6, 1935
he discovered, much to his dismay, that the whole front-wheel-drive
Cord program
had been scrapped. He was never given an official explanation as to
why,
however he believed that money was the problem:
Some of those compromise programs included
creating ¼ scale
clay models to see how they looked. The first involved mating the Cord
front
end to an existing Auburn body, the second involved mating the rear end
of the
Cord to a conventional Auburn-style front end. As he expected the
results were
atrocious while the Cord project was put on an extended hiatus he
worked on
another interim project, The Gentleman’s Speedster. The Gentleman’s Speedster stemmed from Ames’
desire to use
up surplus Lycoming 12-cylinder engines Auburn had in inventory.
Buehrig and
the rest of Auburn’s styling department worked on the project during
the Spring
of 1935, creating a quarter-scale clay model which was used as the
basis for
the full-size prototype which was eventually constructed using a 120”
wheelbase
6-cylinder Auburn chassis fitted with a 160-hp 390-cu.in. Lycoming
V-12. The coachwork of the Gentleman’s Speedster
used the cowl,
windshield and doors of the 1931-1933 Auburn Speedster mated to a
bustle-back rear
end that included an integral trunk. Although the clay model featured
dual
side-mounted spares, the prototype’s single spare was mounted at the
rear for a
more continental appearance. Although the car was equipped with a very
attractive one-off mascot it was constructed of mostly off-the-shelf
A-C-D
components such as low-mounted Auburn Model 851/852 headlamps, an
Auburn
851/852 radiator shell, slightly modified Cord 810/812 fenders, Cord
810/812 bumpers
and a hood constructed using parts taken from a Duesenberg Model J. In a letter published in the May 1957 issue
of the
Auburn-Cord-Duesenberg Club newsletter, Buehrig mentioned the
Gentleman’s
Speedster:
Once the car had served its purpose it was
sold, presumably
through the Cord-controlled Los Angeles distributor, to former child
star John
Leslie ‘Jackie’ Coogan Jr. (b. 1914 - d. 1984), who used it as his
daily driver
while he was courting Betty Grable, whom he married in 1937 - yes,
after
breaking up with Toby Wing (another Hollywood beauty) TV’s Uncle Fester
went on
to marry Betty Grable! Although technically an Auburn prototype,
many continue to
identify it as a Duesenberg prototype, although no badging is present.
The car
survives and was recently exhibited at the 2011 Amelia Island Concours
d'Elegance and 2012 Elegance at Hershey. It currently resides in the
collection
of the William E. Swigart Jr. Automobile Museum in Huntingdon, Pa. As suddenly as the Cord program had been
stopped, management
started it up again, Buehrig recalling:
On Sunday July 7, 1935, Buehrig received a
phone call from
Roy Faulkner alerting him that Auburn’s Board of Directors would
discuss
Auburn's future plans at a meeting the next day at the Cord
Corporation’s
Chicago headquarters. Buehrig recalled:
In the May, 1957 issue of Motor Trend,
ex-Auburn stylist
Richard H. Robinson confirms the historic event:
The date for the New York Auto Show was
November 2, 1935
which left three months and 26 days to pick up the Cord program from
where it
had been left off at the beginning of the year. The Automobile
Manufacturing
Association permitted only production cars to be exhibited at the
annual
automobile shows; no prototypes were allowed. AMA required that at
least one
hundred cars be completed in order to meet the definition of
"production." It
was a near-impossible task to build and
test the prototypes,
complete the tooling and have the required 100 cars ready by November
2nd and although Auburn managed to get the job done, the results were
far
from
satisfying and the problems that ensued would financially cripple the
already cash-strapped
firm, and put them out of business – but not before they managed to
build several
thousand of the most beautiful production cars of the Classic Era. Although the Auburn organization had some
experience
building front-wheel-drive cars, the 1929 Cord L-29 suffered from
numerous
maladies, in particular poor weight distribution, caused by having to
place the
cars straight-8 Lycoming engine behind the clutch, transmission, and
differential. Although it wasn’t noticeable while driving on relatively
flat
terrain, as soon as you started to climb a hill the center of gravity
shifted
rearwards causing the driven wheels at the front to loose traction, a
potentially dangerous situation if you’re driving on a snow or rain
covered
roadway. Buehrig revealed that the German-built
1933-1938
Audi Front UW 220/225 series of 6-cylinder front-wheel-drive cars
served
as the inspiration for the drivetrain layout used on the Cord 810 in an
interview with C. Edson Armi for his book ‘The Art of American Car
Design’
(pub.1989). In the interview Buehrig discussed the all-new ‘package’
that gave
the Cord 810 near-perfect weight distribution:
In his autobiography Buehrig discussed the
differences
between the Cord >L-29 and the Cord 810
in greater detail:
Buehrig was a master of the clay model and
was the first
designer to incorporate the moveable styling bridge, an inverted
U-shaped
measuring tool that traveled transversely over the length of the car on
tracks.
With it, any point on the surface of the vehicle could be instantly
located in
space, and matched to the corresponding point on a body draft. Although
styling
bridges are now computer-controlled, they're still found in the world's
leading
design studios, a full 80 years after Buehrig introduced them. Buehrig discussed the creation of the bridge
in his
autobiography:
Now that the exterior of the car was
more-or-less finalized,
Buehrig turned his attention to the interior which featured a 'no
nonsense’ instrument
panel, which gave the driver all the information he required at a
single glance:
The Cord 810 also featured the
recently-introduced Bendix
Electric Hand gear selector:
Buehrig also took a novel approach to
enclosing the
front-wheel-drive mechanism:
At the time Auburn couldn’t afford to create
the required
molds for a new steering wheel, so Buehrig took an existing wheel and
modified
it by adding a horn ring, the first American-built car to have one:
For the very same reason, Buehrig utilized
slightly-modified
obsolete hardware for the Cord 810’s interior:
Buehrig turned to one of his favorite
Duesenberg bodies for
the interior of the Cord 810:
The lighting that Buehrig designed for the
rear of the car would
become just as memorable as the hidden units found at the front of the
Cord 810:
The Cord 810 featured the first set of
disappearing headlights
found on any production automobile – a feature that wouldn’t be
reappear until
1942 when Chrysler used it on the DeSoto:
(A short youtube video
showing
Buehrig’s initial headlamp design in operation can be found at https://www.youtube.com/watch?v=Q95FcIVFjnE
and the Buehrig-owned Coppertone Cord 810 currently on display at the
ACD
Museum has been retrofitted with a set.) Buehrig makes no mention of having been
directly involved
with the redesign of the headlights and Herbert C. Snow’s name appears
on the
patent. Stylist Dale L. Cosper recalled that Auburn’s engineers worked
on
several systems – electric, pneumatic, and mechanical – to raise and
lower the
headlights, settling on the crank-and-cable system as it worked every
time. The
original headlights were only used on the #2 and #3 E306 (Cord 810)
prototypes.
The
shakedown trip to California proved the headlight’s in-board location -
as
originally designed by Buehrig and installed on the ‘Baby Duesenberg’
prototype
- was not ideal. Although the inner-mounted lights kept the
front portion of
the fenders clean, they were not as visible to other motorists and the
fender
blocked a little of the available light - a problem shared with many
other cars
of the era. A more troubling issue was that when the headlights were
retracted
in the off position they were located too close to the front tires,
which would
occasionally hit the lights while turning, or when going over a large
bump. Consequently
the hidden headlights on E306 # 4, #5 and #6 were fitted with the new
centrally
relocated headlights found on the production 810s. Another Buehrig first was the full-size
chrome hubcap. Buehrig’s
original designs did not include the round holes found on the
production cars.
The holes were added after road-testing showed the original hole-less
hubcaps caused
the brakes to overheat. Experimental engineer George P. Ritts suggested
that
they stamp holes in the covers that matched existing holes in the
wheels, a
solution that placated both Buehrig and Auburn’s engineers:
The Cord 810 was also one of the first cars
to come with a
radio as standard equipment:
Like numerous other components, the Cord
810’s bumpers were
existing pieces sourced from a supplier:
Another first was a locking door covering
the fuel filler
cap:
A total of six prototypes were constructed,
the first
chassis (E306 #1) featured a closed Auburn sedan body, the next five
(E306
#2-#6) all featured Cord 810 coachwork. As soon as the first completed
sample
Cord 810 sample body was received from Central Mfg. in Connersville, it
was
mounted on a second chassis (E306 #2) in Auburn. The
car, a 4-door Beverly equipped with
stainless steel louvers (found only on the prototypes), was taken on
its initial
shakedown cruise all the way to Los Angeles so that E.L. Cord* could
have a
look at it. Accompanying Auburn chief engineer George Kublin on the
journey
were engineers Stanley R. Thomas and George P. Ritts. Departing from
Auburn on
July 27, 1935, each man took turns at the wheel arriving in Los Angeles
on July
30, 1935. Harold T. Ames had flown in from Chicago to greet them and
gauge
Cord’s enthusiasm. Before E.L. was allowed to drive the car it spent
several
days undergoing repairs and inspections at the firm’s Wilshire Blvd.
complex.
Cord drove the car around Los Angeles for several days, making several
suggestions to the engineering team, who embarked upon their return
trip on
August 5, 1935. Although Cord’s immediate family remained in
England until the
spring of 1936, E.L. Cord returned during the summer of 1935. A June
11, 1936
press release announced his official return:
Now that E.L. Cord had driven and approved
the 810 prototype
(E306 #2), all five of the Cord-bodied E306 prototypes (E306 #2, #3,
#4, #5 and
#6) were rushed onto Indiana roads, and driven hard to discover any
undiscovered weaknesses. An August 27, 1935 memo from chief engineer
Herbert C. Snow,
reminded Auburn’s staff that:
That allowed sufficient time for the 25
finished
automobiles to be shipped to the New York and Los Angeles automobile
shows
which opened on November 2, 1935. No mention was made of the remaining
75 cars
that the AMA required to meet their 100-car requirement, as the firm
had little
chance of completing the first 25. Most of the problems encountered during
road-testing were relatively
minor, and easily addressed in the 3 months remaining. However, one was
not,
and before the cars were slated to debut at the New York and Los
Angeles auto
shows on November 2, a huge task awaited Auburn and its suppliers. Amongst the several pages of problems the
team recorded on
the initial run to California, the propensity to pop out of 2nd
gear
was the most worrisome. Also problematic were noisy universal joints,
inadequate brakes, an overheating engine, vapor lock and an
intermittent fault
in the Bendix Electric Hand gear selector. On August 9, 1935, during
the return
trip, E306 #2’s transmission failed completely just outside of Dixon,
Illinois,
requiring a replacement unit to be trucked out from the factory, and
the team
arrived back in Auburn on August 11, two full weeks after they had
embarked on
the journey. Although purely aesthetic, the prototype’s
front wheels
tended to kick up road debris directly onto the leading edge of the
rear
fenders. During the 5,000 mile round trip the paint on those two spots
become
severely pitted wearing through to bare metal in several spots. Unlike
the
remainder of the car’s problems, this fix was easy – a large
chrome-plated
scuff plate was installed over the problem areas, a piece that became
one of
the production car’s endearing characteristics. Another problem that wasn’t quite so easily
solved was the
overly small windshield and rear window. Production cars featured
significantly
larger units that were successfully tested on a couple of the
prototypes. A few more changes mandated by the
California shakedown run were
retrofitted to that car (E306 #2) such as a 1” taller radiator which
solved the
overheating problems and the substitution of Rzeppa constant velocity
universal
joints, for the too-noisy Cardan units. It quickly became apparent that the
transmission woes
encountered by E306 #2 on its shakedown cruise were not an aberration;
all five
of the prototypes suffered multiple transmission failures of one type
or
another – most involved stripped gears, others seized up completely due
to overheating,
poor lubrication, etc. The transmission for the new Cord was an
entirely new design
requiring new tooling. Although the 810’s transmission was assembled by
the
Cord-owned Columbia Axle Co., Auburn blamed the problems on the
component’s
manufacturer, the Detroit Gear & Machine Co. However the problems
could
have easily been solved if Auburn management had given the suppliers a
realistic amount of time to test and develop the all-new transmission.
As it
was, Auburn’s manufacturing schedule called for completed transmissions
to be
delivered weeks before the tooling was finalized and final testing
completed.
It didn’t happen. The transmission problems were so severe
that Columbia Axle
Co. (Cord-controlled) and Detroit Gear & Machine halted production
of the
first batch of 100 until the problems could be rectified. Unfortunately
they
were the units that were to be installed on the cars needed for the
upcoming
new car shows. This presented Auburn with a seemingly unsurmountable
problem.
The future of the firm rested with the new cars’ debut, and if the 810
didn’t
appear at the upcoming fall/winter car shows, the firm faced certain
bankruptcy. Auburn’s accelerated production schedule simply did not
allow the
time to correct the transmission’s numerous problems, so the Cord 810s
displayed
at the 1936 auto shows (the New York and Los Angeles shows commenced
November
2, 1935) were not "drivable", although they were fitted with
transmissions, contrary to legend and popular belief.* (*During his lifetime Cord historian Josh
Malks conducted extensive
research on whether the 1936 Cord show cars were equipped with working
transmissions or not. As I had always suspected, he discovered actual
evidence they were
indeed fitted with transmissions / transaxles; however, like the
engines, they were not filled with lubricant, and thus were not
"drivable". Due to the numerous problems which still remained unsolved,
Cord management didn't want risk having another failure as the cars
were being driven in and out of the show, and elected to play it safe.) Other last minute problems associated with
the Cord’s
accelerated debut had to do with getting the 25 bodies for the showcars
ready
by the Snow’s October 15th deadline. Although the wooden die models for
the
front drive sedan had been completed, there was no possibility, in that
short
period, of having all of the permanent metal tooling required to stamp
out all
of the body panels. Many of the show vehicles’ components were made,
assembled
and welded together completely by hand, the task being divided between
Auburn’s
own body shop and the Central Manufacturing Co. in Connersville,
another E.L.
Cord-controlled enterprise. Of the first 100 bodies, 70 were 4-door
sedans, 15
convertibles and 15 phaetons. The Convertible and phaeton body shells
were
assembled in Auburn and trucked to Connersville for final assembly at
Central
Mfg., who were also in charge of assembling the 4-door sedans. For some
parts,
the creation of permanent tooling would take only a little longer than
making
the parts by hand. Making the permanent tools now would keep down the
cost of
the parts for the showcars, and provide a head start toward the
beginning of
actual production after the shows. These parts would be made in
Connersville,
since that's where the production cars would be built. So the showcars
were
assembled of a combination of handmade and production parts. Among the
latter
were the rear floor pan, instrument panel, rocker panels and glove box
doors. The major body panels for the showcars were
fabricated in
Auburn. Cowls for all the cars and the roof panels for the sedans were
stamped out
on Auburn's Artz press. Parts for the front and rear fenders were
hammered out
in Auburn too. Fender halves were tack welded to hold them together,
then
shipped to Connersville for completion. Hood, louver assembly and
transmission
cover were made in Auburn, as were some smaller sheet metal pieces for
the body
and chassis. Panels and parts were trucked to Connersville, where all
metal
finishing and painting were done. Although the panels were hand-checked
against the wooden
bucks by Roy Weisheit's crew there was enough variation from panel to
panel,
that certain panels would only fit the exact car it had been made for.
One
Connersville employee named Porter Gorton developed a quick-and-easy
system for
coding the parts so they ended up on the correct car. All wood parts were made in Connersville. So
were the steel doors
floor pan rear deck lid and door center pillar. All were fashioned by
hand.
From outside vendors came seat back assemblies, cowl ventilator, hood
latch and
props, and the headlamp mechanisms. Gordon Buehrig remembered that someone in
management decided
that the Cord exhibit at the New York show would be enhanced by the
display of
the quarter-scale red model. Since the "Gentlemen's Speedster" model
was to be displayed as well, it's a good bet that the originator of the
idea
was Harold Ames. Vince Gardner and Dale Cosper designed and built cases
for the
models. The front, top and one end of each case was glass. On the back,
bottom
and other end were drawn the side, top and end views of the car. In
other
words, as Buehrig later said, the cars sat on their own body drafts,
and
illustrated how the design work had been done. Lloyd ‘Slim’ Davidson was supervisor of Central's Experimental Garage, and overseer of the showcar project. At two o'clock in the early morning of October 29, Davidson looked out over the collection of nearly-completed cars. His educated eye told him that eleven of them were close enough to completion to be exhibited to the public. He selected those that would make up the Cord exhibit at the Los Angeles show. The shows in New York and Los Angeles both started on the same date, November 2. Since train time to the west coast was two days longer than to the east, the Los Angeles cars had to start on their way first. The way freight still waited on the siding in back of the Connersville plant, with the string of empty double-door automobile cars. A short time later, six Cords were pushed out of the 18th street door of the Central plant, then up the hill to the rail siding. It was two more hours before they were loaded into automobile cars. These special long freight cars could each accommodate four automobiles in the "half-deck" position; that is, tilted up at a 45 degree angle by a loading mechanism in the rail car. The car's engines and transmissions were not filled with oil as it may have leaked out and ruined the pristine interiors and exteriors, especially when placed in such an unnatural postion. The local freight pulled away, hauling its load to the interchange point where they would be coupled into a fast freight headed for Los Angeles. The 6 cars destined for the New York show would leave two days later, and luckily the Chicago show didn't start for another 2 weeks (Nov. 16, 1935). The
display cases for the quarter-scale
models destined for the New York show were not
ready until just after midnight of October 31. As Buehrig was expected
to show up to represent Auburn at the show, he was assigned the
task of transporting the two clay models and their cases in the rear
compartment of a 1936 Auburn hearse that was also slated to appear at
the New York show. In the May, 1957 issue of Motor Trend,
ex-Auburn stylist
Richard H. Robinson discussed the rush to build Cord 810 prototypes
that
appeared at the shows:
On November 2, 1935, what had originally
started out as the
‘Baby Duesenberg’ made its public debut as the Model 810 Cord, Buehrig
recalling the event in his biography:
Buehrig's statements above in regards to the transmissions were just not accurate - the transmissions had been designed, management just didn't trust them as they still had bugs that needed to be worked out. As stated earlier, Cord 810 historian Josh Malks has proved conclusively that the show cars were, in fact, fitted with transmissions - they were just not "drivable" as they were not filled with lubricant. In a later interview with Irwin, Buehrig "guesses" the Cord 810 showcars were in fact fitted with transmissions. Irwin asked:
To which Buehrig replied:
In his
interview with Crippen, Buehrig recalled that by the end of 1937 the
Cord 812's coming out of the factory were 'pretty good cars' when
compared to the early Cord 810's:
The Automobile Manufacturers Association,
the organizers of the
national automobile shows, had a strict requirement that in order for a
manufacturer to have an exhibit at one of its shows, a minimum of 100
cars must have been produced prior to the start of the first show of
the season - November 2, 1935 in the case of the Cord. As the production tooling was not yet ready,
many of the stamped sheet-metal parts required for those 100 cars did
not exist, and had to be created by hand. The power hammer operators
and welders at Auburn and Central Manufacturing worked as many hours
overtime as they could stand, and the third-party suppliers were forced
to
work miracles. It was common knowledge that Auburn's
financial position was less than ideal, so a party for the Cord 810's
outside suppliers was held at Auburn's administration
building
so that they could see the prototype in person, hoping the sight of the
car would instill sufficient faith in the project for
them to
continue to extend Auburn credit. The ploy worked, and the Cord was the hit of
the show, Buehrig recalling:
Columnist George A. Brewster in an item
titled "Body Design
at the New York Show," dated December 1935, stated:
Another accolade, titled "The Body
Beautiful," continued:
On November 4, 1935 Roman LaPica, United Press' staff correspondent, commented:
Another reporter at the show mentioned that:
And yet another:
Buehrig recalled that at the New York Show
the Cords were on the
floor rather than
on the raised platforms that some of the larger manufacturers used.
Despite their low height, it was
easy to
find the Cords due to the crowd standing around it - several show-goers
even used the bumpers of an adjoining Chrysler to get a better look. The November 3, 1935 edition of The Salt
Lake City Tribune
published the following item, which was most-likely furnished by the
automaker:
Although
local distributors took numerous
orders for Christmas delivery at the November-December national auto
shows, company brass soon realized that fullfilling those orders by
December 25 was
impossible. To help keep orders from getting cancelled Ames came up
with a short-term solution. Back in October he had looked into getting
some bronze replicas of the Cord 810 manufactured by the Rotary Co. of
Buffalo, New York to be presented to large Auburn dealers and company
executives. Once it became apparent that Auburn was going to have quite
a few unhappy customers come Christmas Day, he ordered 100 of the 1:32
scale bronze replicas from Rotary's William Weiss, complete with a
marble base, that would be presented to those customers in lieu of the
real thing. Mounted on a marble base, the remaining examples command
significant ($5,000+) asking prices today. They became so scarce and
expensive that the Auburn-Cord-Duesenberg Owners' Club commissioned
another 100 replicas to commemorate the Cord 810's 70th anniversary in
2006. On September 1, 1963 Harold T. Ames covered
the birth of the
Cord 810/812 in a speech before members of the Auburn-Cord-Duesenberg
Club:
Cord's
competitors took
advantage of the delayed delivery and spread vicious rumors regarding
the car's bad transmissions, delayed delivery and uncertain future.
Although time proved all three rumours to be true, many of its
purchasers
liked
the car so much that they they disregarded the naysayers, and period
newspaper articles reveal that regular deliveries of the Cord began to
take place in March of 1936. By the time the 1937 Model 812 debuted,
most of the 810's problems had been rectified, including the common
complaint that the rear legroom in the sedans was insufficient, a
subject that Buehrig addressed in his 1966 interview with Ron Irwin:
Prior to leaving Auburn, Buehrig was involved in developing the design of the stillborn 1938 Auburn and Duesenberg automobiles, of which a dozen or so concepts were constructed in Connersville. Duesenberg historian John Baeke owns one of the cars and recently covered the subject on the official ACD Club blog:
Buehrig's resignation was announced in the
October 3, 1936
issue of Automotive Industries:
In
1966 Buehrig spoke to Ron Irwin about the three Cord 810/812s* he had
owned up until that time (*Buehrig was later presented with one of
Glenn Pray's Cord 8/10 Corvair-based continuations - it's unclear if he
actually owned it):
More recently, Paul Bryant restored
Buehrig's
copper-bronze Cord and donated it to the Auburn-Cord-Duesenberg Museum
(see appendix 2). The remainder of Buehrig's career - from his next position as head of the Edward G. Budd Mfg. Co.'s design studio in Detroit to his final position as instructor at Pasadena's Art Center College for Design, will be published in the near future. Continental Mk II historian Barry Wolk
recently sent me several photos of Buehrig during his time at the Ford
Motor Co. Included is a letter from Buehrig acknowledging he was
responsible for the body engineering of the 1956-1957 Continental Mk
II, but not the styling. © 2015 Mark
Theobald for Coachbuilt.com with special thanks to Barry Wolk and The Henry Ford Museum Appendix 1 Patents:
Appendix 2 – Coppertone Cord
|
||||||||||
|
||||||||||
|
||||||||||
|
||||||||||
|
|
||||||||||
|
||||||||||
|
|
||||||||||
|
|
||||||||||
|
|
||||||||||
|
© 2004-2015 Coachbuilt.com, Inc.|books|disclaimer|index|privacy |
||||||||||