|
|
|
| |
|
| |
||||||||||
|
||||||||||
| |
||||||||||
|
||||||||||
|
||||||||||
|
||||||||||
|
|
|||||||||
|
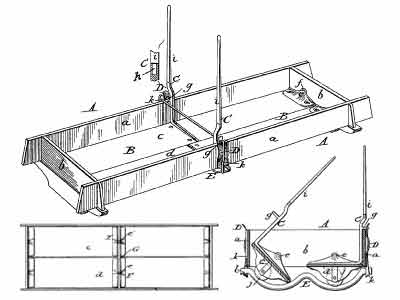
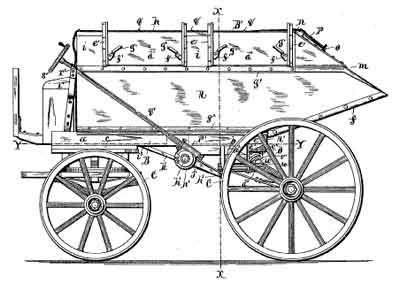
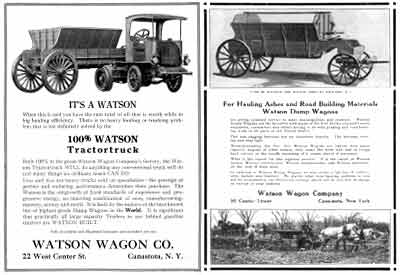
David S. Watson (b.1856) lived in Stratford, Fulton County, New York, where he worked in a planing mill that supplied spruce piano boards to Alfred Dolge, a New York City-based piano manufacturer who produced instruments in Herkimer County. Watson spent all of his free time developing a self-dumping wagon in his father’s barn, and he received a patent for the device on May 16, 1882. By 1885 he was satisfied enough with its operation to display it at the Herkimer County Fair. David H. Burrell, a Little Falls-based manufacturer, became interested in the self-dumping wagon and commissioned Watson to build him one. As a teenager David H. Burrell (1841-1919) entered his family’s wholesale cheese business and by the age of 17 was put in charge of sales. He later traveled abroad to study European manufacturing methods and after successfully implementing them in his family’s business, he formed his own firm, the D. H. Burrell Co. in order to design, develop, manufacture and distribute dairy apparatus and supplies. Hundreds of his patented Burrell Milking Machines were sold by the end of the 19th century and he also developed and patented the first technically sound oil burner for which he was posthumously recognized on the occasion of its 100th anniversary by then-President Ronald Reagan in 1985. Burrell used Watson’s wagon on a couple of local road building projects and in the course of one year he estimated it had saved him $2000 in labor. He had such faith in the invention that he loaned Watson the capital to start building the wagons full time. For the first few years Watson produced small numbers of the wagons in his family’s Stratford barn, but soon discovered that it was very expensive to ship his wagons to customers outside of his immediate area, which severely limited the financial outlook of his growing family, which now included five children. Burrell convinced him to relocate the business, and offered to finance the move. Finding that all the available canal and rail-side property in Herkimer County was taken, Watson expanded the scope of his search and eventually located a suitable property 60 miles to the west in Lenox township, Madison County. Although the two-story 82 ft. x 35 ft. former mop handle factory wasn’t very large, it was built right next to the Erie canal in the village of Canastota. In 1893, Watson, his wife, and 5 children - Blanch, May, Fred, Grace, and Nellie - moved from Stratford to a small house located on Stocking St., Canastota. For the first couple of years Watson served as his own salesman and general manager, overseeing up to a dozen hands. During its first full year in operation, the firm produced 60 wagons, during its second year, 120. Watson's motto was "first in the field & and last in the repair shop!" Even though the old mop handle factory was enlarged during its second year of operation, the growing demand for Watson’s dumping wagons created a sizeable backlog of unfilled orders at the start of 1898. By that time, Albert A. Keesler, a young Wayne County entrepreneur living in Syracuse, became aware of the wagon. Keesler, who had previously managed his father’s large rolling mill, encouraged Watson to come to Syracuse to meet with Levi S. Chapman, a well known Salt City venture capitalist and a partner in the law firm of Newell, Chapman & Newell. Chapman proposed an initial capitalization of $40,000, of which $25,000 would be paid in by investors and the remainder being held by Watson in return for his patents. $15,000 of the cash would be used to buy out W.H. Burrell’s stake in the firm and the remaining $10,000 would be put directly into the business. Most of the initial 1899 $25,000 offering was snapped up by Syracuse investors who included Charles E. Crouse, John Lyman and Thomas J. Leach. The remainder was purchased by Canastota residents William H. Patten, Norman Stafford, LeGrand Colton, and J. Clarence Rasbach. For his part in putting the deal together, Keesler was given a job in the Watson office where he could keep an eye on Watson for his Syracuse-based partners. At the time Watson’s main customers were municipalities who used the wagons to haul garbage and to maintain their roadways. Priced between $104 and $275, they soon attracted the attention of road building contractors and as good roads became a national priority, Watson’s orders began to increase exponentially. The famous Watson melodic whistle, the pride of Canastota, was installed around 1900. The whistle could play up and down the scale and its operator, Edwin Jones, often celebrated special events with a short tune. Tragedy stuck the firm on June 2, 1902. The very next day the Syracuse Post-Standard reported:
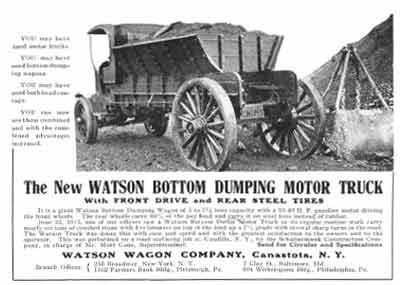
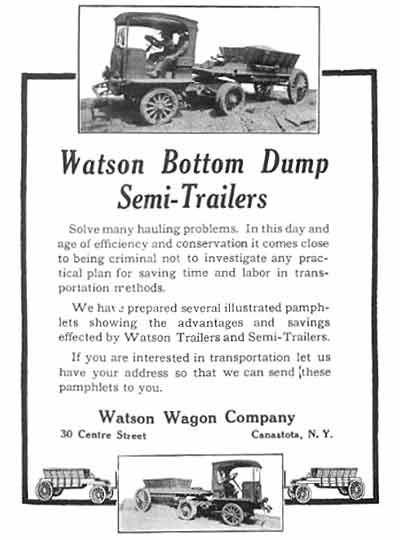
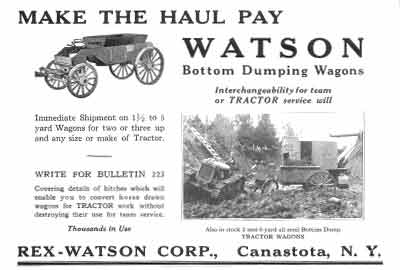
The inquest revealed no specific cause for the tragedy. Watson saw to it that the safest boiler available was installed in a new reinforced boiler room to ensure that the tragic event would not be repeated By 1905 the plant had used up all the available property in Canastota and the board of directors began looking for more suitable manufacturing facilities in Syracuse. Fortunately the Canastota Window Glass Co., which was located directly to the west and south of the wagon factory, entered into receivership at just the right time and its seven-acre complex was purchased for $11,000 and the Wagon Company remained in Canastota. Later that year they built a 300 foot long 3-story brick warehouse on their new property and in September of 1906 announced the construction of a new 150 ft. x 54 ft. blacksmith shop. A new office building was also constructed on the former grounds of the glass company and by 1910 the firm claimed to have 5 acres of manufacturing space. In 1908 David S. Watson sold his interest in the business to the firm’s Syracuse-based investors and the firm was reorganized with Albert A. Keesler, president; Charles M. Crouse, vice-president; and Levi S. Chapman, secretary-treasurer, Canastota, New York. Under the watchful eye of Keesler (occasionally misspelled as Kessler), Watson’s net profits had increased from $3,000 in 1899 to over $80,000 in 1909 when he became the firm’s president. Watson devoted the rest of his life to developing factory fire prevention equipment for which he was awarded a number of patents. Watson’s only son, Fred, had been groomed to take over the presidency, but fate dictated that he would die from a ruptured appendix while exhibiting a Watson Wagon at the 1904 Louisiana Purchase Exposition in St. Louis, Missouri. Fred’s sister, Grace, had earlier passed away and his three other sisters were married and leading lives of their own. Prosperity allowed the family to move from their first home on Stocking Street to the former Jarvis house on James Street. After his retirement Watson relocated to a new home in Oneida, where he lived until his death. After his first wife passed away, Watson married Carrie Lee (b. 1869), the daughter of Oneida chair manufacturer, Charles A. Lee, and the pair relocated to that city when he retired. In January of 1915, Watson commenced negotiations with the French government for $400,000 worth of military wagons. A second order for the firm’s regulation dump wagons followed the first, and a third for trailers to be used in connection with the dump wagons followed that. A fourth contract valued at $500,000 was received in September of 1917 for pontoon, chess and tool wagons to be used by America’s Allies for building temporary bridges. Pontoon wagons were used to carry the boats upon which the floor of bridge was laid. Chess wagons were used to carry the bridges floorboards and the tool wagons held the hardware and equipment needed to attach the various pieces of the bridge together. When the Armistice was signed in 1918 Watson had already begun work on a fifth contract for limber and caisson wagons and had orders on hand for more an additional $500,000 in new military equipment. As early as 1914 Watson’s engineers began experimenting with a front wheel drive straight truck but halted development when testing revealed that its long wheelbase created an undesirably large turning radius. War work freed up the firm’s engineers and during 1916 the designed a 5-ton semi-tractor that debuted midway through 1917 as the Watson Tractortruck. Priced at $4,050, the cab-over-engine Tractortruck included a crescent–shaped cab with a parabolic radiator placed out in front just behind its front bumper. The assembled vehicle was powered by a Continental 4-cylinder engine coupled to a Brown-Lipe clutch and 4-speed gearbox which delivered power to its dual rear artillery wheels via Timken worm drive. Designed from the ground up to tow a Watson Wagon, it had sufficient torque to tow additional loaded trailers and the resulting trackless transporter was marketed as the Watson Wagon Train. A complete line of Watson trailers was designed for the Tractortruck and either product could be ordered with steel or rubber shod artillery wheels. In 1919 the company was reorganized as the Watson Products Corp. and an additional $350,000 of stock was made available, giving the firm a total capitalization of $1 million - $750,000 in preferred and $250,000 in common stock. The firm continued to produce small numbers of Trucktractors into the early twenties. In 1920 a crescent cab-equipped conventional straight truck was introduced. Available in either 1- or 3½-ton capacities, the assembled trucks used a 4-cylinder Buda engine mated to a Brown-Lipe transmission that drove the rear wheels via shaft drive. Although they were previously optional, headlights were now standard as was an ingenious spring-loaded front bumper. In 1923 the firm’s trucks were spun off as the Watson Truck Corp. Production is thought to have extended into 1925-1926, when it was combined into the newly organized Rex-Watson Corp. Watson Products Corp. served as a holding company for the Watson Wagon Co., and three other regional manufacturers; the Marvin and Casler Co.; the Sherwood Bros. Mfg. Co.; and the Empire Axle Co. (in 1921). The Marvin and Casler Co. was a Canastota-based machine tool manufacturer that had been formed in 1904 by Harry Marvin and Herman Casler. Casler is credited with the design of a number of early motion picture cameras and projectors, among them the Mutoscope, the Mutograph and the Biograph, all of which were manufactured by Marvin & Casler. Sherwood Bros. manufactured children’s sleds and wagons and was founded in 1914 by John and William Sherwood. They were also located in Canastota, and occupied the former Patten & Stafford Wheel Rake plant on James St. The Empire Axle Co. of Dunkirk, New York, was the only other transportation-related manufacturer in the deal. Although they were one of the few firms in the nation that were building worm-drive truck axles, they had declared bankruptcy in 1921 and its assets were purchased by the Watson group and reorganized as the Dunkirk Axle Corp. Although the consolidation provided the various subsidiaries with Marvin & Casler’s engineering expertise, when Casler retired in 1926, Watson Products merged with the Rex Baler Corp., a Dunkirk, New York manufacturer of hay presses. Rex-Baler’s operations were transferred to Canastota and the firm was reorganized as the Rex-Watson Corp. In 1927 Rex-Watson divested itself of its non-agriculture and trailer-related businesses and Robert H. Imhofe became the firm’s president. By this time production of the Watson Trucktractor had ceased and the firm had begun building bus and truck bodies as a sideline to their agricultural equipment and heavy motor-drawn contractor’s wagons and semi-trailers. Born in Baltimore, Maryland, on February 4, 1889, Imhofe was the son of J. Robert and Clara (Edlinger) Imhofe. After a public education, he graduated from the Baltimore Polytechnic Institute and took a job with the Maurice A. Talbot Co., a Baltimore contractor engaged in the construction of the Barge Canal. In 1913 he became associated with the Watson Wagon Co. as cost manager and after making his way up through its ranks became its president. On April 20, 1928 the Rex-Watson Corp. filed for voluntary dissolution of the firm with Supreme Court Justice Joseph D. Senn in Elmira. Roger C. Williams, treasurer of the Syracuse Brick Co., was appointed receiver. In papers filed with the court the firm listed its assets at $926,000 and its debts at $768,000. The reason for the bankruptcy was that the market for the firm’s bottom unloading wagons had disappeared. The voluntary bankruptcy led the way for the reorganization of the firm as the Rex Body Corp. They continued to market their products under the Rex-Watson trade name in order to stay associated with the world-famous Watson automatic dumping wagon. In 1929 the crawler type wheel patents of the Creeper Wheel Co. of Reading, Pennsylvania, were acquired to complete the firm’s line of crawler- and artillery-wheeled tractor-drawn construction trailers. Unfortunately, one of the earliest trades affected by the onset of the Depression was the building trades. Sales of Rex Body’s construction equipment and heavy-duty trailers was brought to a screeching halt and many of their competitors went out of business. The Canastota firm’s marginally successful line of school bus bodies was the only thing that kept them from going under and production of the once-famous line of Watson automatic dumping wagons ended in 1933. To help strengthen his firm’s tenuous existence, Rex Body’s president, Robert H. Imhofe, formed an association with the Stewart Motor Corp. of Buffalo, New York, a manufacturer of truck and bus chassis that was faced with similar obstacles. A new line of school buses were developed which embodied all the essentials of comfort, convenience, and performance combined with many new safety devices and exclusive features. The 1936 Rex-Watson Safety Bus included a new type of safety glass called Duolite that was developed by the Pittsburgh Plate Glass Co. The following transcription is from a special supplement commemorating the Canastota firm’s Golden Anniversary which appeared in the May 8th, 1936 Canastota Bee Journal:
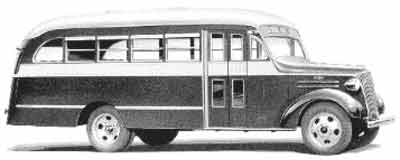
Although Rex Body usually built their school buses on light and medium truck chassis, they occasionally built small buses on extended wheelbase automobile chassis, one example is pictured in the 1937 Chevrolet Silver Book. Their car-based vehicles were similar to an airport bus but had a substantially higher roof so that a regular folding bus door could be used. From 1935 through 1941, the firm’s main product was school bus bodies, whose retained the same styling they had introduced in 1935-36. A rise in fatal school bus accidents resulted in an April 1939 conference in New York City where representatives from all 48 states gathered to develop a set of national standards for school bus construction and operation. The symposium was chaired by Frank W. Cyr, a Columbia University professor and a former superintendent of the Chappell, Nebraska school district. The conference was attended by representatives of the bus body industry and at the end of the 7-day event the group released a list of minimum standards and recommendations. Among them were specifications for type of construction, body length, ceiling height and aisle width and color. Strips of different colors were hung from the wall and the participants in the conference slowly narrowed down the colors until three slightly different shades of yellow remained. National School Bus Chrome became the chosen shade with slight variations allowed as yellow was a difficult color to reproduce exactly. Yellow had been decided upon because it provided good visibility in the semi-darkness of early morning and late afternoon. Since then, 12 National School Transportation Conferences have been held, giving state and industry representatives a forum to revise existing and establish new safety guidelines operating procedures for school buses. For many years the Federal Government allowed the industry to regulate itself, but they became directly involved in motor vehicle safety with the passing of the National Traffic and Motor Vehicle Safety Act of 1966. A School Bus Safety Amendment was passed in 1974, and since that time the National Highway Traffic Safety Administration has issued 36 Federal Motor Vehicle Safety Standards (FMVSS) which apply to school buses. On June 23, 1941, the Rex Body Corp. filed a voluntary petition for reorganization with the Supreme Court Judge Frederick H. Bryant. Earlier that year the firm’s government contracts had been announced in the local papers, and in April of 1942, the firm’s trustee, Francis Pemberton, suggested that Oneida Ltd. might be interested in leasing its factory. Oneida Community Ltd. was a direct descendent of John Humphrey Noyes’ Oneida Community, a utopian commune that had been founded in present-day Sherrill, New York in 1848. By the time it was reorganized as Oneida Ltd. in 1935, it was the nation’s largest producers of silver and silver-plate dinnerware and serving utensils. The US Military approved the transfer of Rex Body’s contracts to Oneida Ltd. and within a few weeks Oneida employees were busy turning out mobile photo processing labs and trailers in Canastota. The bodies of the mobile dark rooms could be separated from the chassis and many were installed on larger ships and aircraft carriers. Although the Canastota factory was sold to the Estates Clearing Corp. of New York City in April of 1943 for $140,000, the decision was reversed on appeal one month later. The factory was eventually sold to Oneida Ltd. who held an option to purchase the factory at the end of their open-ended lease. Oneida Ltd. completed all of the bankrupt Canastota body builder’s military contracts in record time and by War’s end had made enough money to enable Rex Body Corp. to pay off all of their creditors. Between 1941 and 1945 Oneida Ltd. had earned four Army-Navy "E" Awards and successfully completed $56,659,178.00 worth of military contracts. On September 15, 1945 the factory and assets of the Rex Body Corp. was purchased by Oneida Ltd. On February 1st, 1946 organized the Oneida Products Corp. to run their Canastota body-building operations. Miles E. Robertson, general manager of Oneida Ltd. was elected chairman of the new firm and William C. Coburn was elected president. On February 1st, 1946 Oneida Ltd. held a ceremony officially announcing the new firm and issued the following press release:
Oneida Products concentrated on school bus bodies and remained a major player in that niche market, which proved profitable in the years immediately following the end of the Second World War. However, profits steadily decreased into the early 1950s and Oneida went looking for a buyer. On March 7, 1952 Oneida Ltd. president Miles E. Robertson announced that the firm had entered into a contract, subject to the consent of the common stockholders, to sell Oneida Products to Strong, Carlisle & Hammond Co., a respected woodworking and machine tool machinery distributor based in Cleveland, Ohio. C. Russell Feldmann, the chairman of Strong, Carlisle & Hammond Co., had considerable experience in the automotive field, and one of his holdings, the Henney Motor Co. of Freeport, Illinois, had years of experience in building professional cars and bus bodies. He also had his hand in a number of other transportation-related ventures. He was in the midst of brokering a merger of two struggling truck manufacturers, REO and Diamond T. By combining their individual strengths into a new larger firm, they would be better positioned to compete in the dwindling 1950s truck marketplace. Although Feldmann's deal ultimately failed, the White Motor Co. of Cleveland, Ohio, accomplished what Feldmann could not when it purchased both firms (REO in 1957 & Diamond T in 1958) creating Diamond REO, a brand that survived until 1975, far longer than most of it competitors. During his negotiations with REO and Diamond T, Feldmann became aware of a struggling REO customer by the name of Oneida Products Co. He learned that its parent firm, Oneida Ltd., was interested in selling it, and on March 31st, 1952, Strong, Carlisle & Hammond Co., purchased the firm. In an April 3, 1952 press release Feldmann announced:
Feldmann elected to retain all of the firm’s executives; William C. Coburn, president; Chares W. Trout, vice-president of sales & advertising; Herbert B. Stoughton, vice-president of manufacturing; and Albert W Smith, secretary-treasurer. Henney Motors ended production of their once popular professional car line in 1954, but C. Russell Feldmann wished to keep the name active so he transferred ownership of the Oneida Products Company from Strong, Carlisle & Hammond Co., to the Henney Motor Co., its subsidiary, and from that point on Oneida Products Corp. became a division of the Henney Motor Co. Oneida Products received a number of large defense contracts in early 1955 and the firm’s payroll expanded to 900 during the summer. However, payroll fell sharply during the fall of 1955 as a number of large contracts had been completed and by winter the firm employed only 450. At the end of 1957 Warren W. Schwed was appointed vice-president in charge of sales, replacing Charles W. Trout who became executive vice-president. By that time William C. Coburn had retired and C. Russell Feldmann had assumed his role as president. It was inside the Canastota factory that Henney assembled the first transistor-regulated electric car, the 1959-1960 Henney Kilowatt. The Kilowatt was a joint project between National Union Electric Corp., the Eureka Williams Corp., the Exide Battery Corp. and a collection of public utilities headed by the Atlantic City Electric Co. and was initiated by National Union Electric's Feldmann and Atlantic City's president, B.L. England. National Union Electric Corp. manufactured batteries for the Exide Battery Corporation, and Exide's chief executive, Morrison McMullan Jr., participated in the vehicle's development as well. Curtis Instruments was hired to build the complicated speed controller which was designed by Victor Wouk, an electrical engineer at Cal-Tech. The Kilowatt was produced using Renault Dauphine's supplied to Henney by the French automaker without a drivetrain. Two models were produced, 1959's 36-volt version used 18 two-volt batteries and had a top speed of 40 mph. Although the car could travel over 40 miles on a single charge, its somewhat pokey top speed was deemed unacceptable so an all-new 72-volt system was developed by Victor Wouk using a new controller and 12 6-volt batteries. It debuted on the 1960 Kilowatt which had a top speed of 60 mph with a range to match (60 miles per charge). Renault sold 100 rolling chassis to Henney for the project, but less than half that number were built as Henney's parent company, National Union Electric Corp., was unable to produce the revised 72-volt systems cheaply enough to keep the car within it's $3600 target price. The unfinished Kilowatt chassis were reportedly sold to a Renault dealer in Florida who retrofitted them with standard Renault drivetrains, and then sold them as new, stock Dauphines. An article in U.S. News & World Report states that 32 Henney Kilowatts were purchased by various US electric utilities. twenty-four (24) 1959 Kilowatts and eight (8) 1960 models. Of the often-reported figure of 47 completed Kilowatts, it's unclear when the remaining 15 cars were produced, or who purchased them. The article states that some may have been sold as 1961 or possibly 1962 models. Of the documented 32-47 Henney Kilowatts produced, two remain in a drivable state and it's believed that four to eight others remain in various un-operable states. Even though the Henney Kilowatt never reached mass production volume, its transistor-based electric technology paved the way for modern EVs like GM's EV1. Henney Motor Co. sold its Oneida Products division to Marmon-Harrington in 1960. The Indianapolis manufacturer purchased it in order to get a door into the school bus market and soon afterwards put the Canastota factory up for sale and transferred the firm’s tooling and equipment to its Indiana factory complex. The February 14, 1960 edition of the Syracuse Herald American announced the bad new to the community:
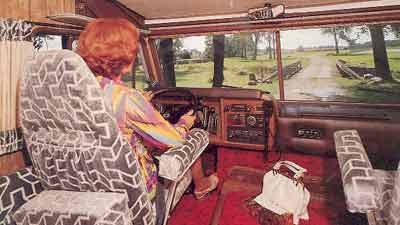
Although bus building did not continue in the Canastota plant, Feldmann kept the plant and Oneida Products Corp. stayed in business into the mid-1960s building trailers for the US military. In 1967 Jefferson-Travis Inc, a division of Feldmann’s National Union Electric Corp. moved into the plant. Jefferson-Travis manufactured television and radio cabinets for the DuMont Emerson Corp., a marketing subsidiary of the Emerson Radio & Phonograph Corp, of Jersey City, New Jersey. Not surprisingly, C. Russell Feldmann owned Emerson Radio, which was controlled by his National Union Electric Corp. Unfortunately for Canastota residents, Feldmann Emerson Radio & Phonograph Corp. to the Admiral Corporation in 1970, and the Canastota plant was shuttered. He later merged the National Union Electric Corp. with the Eureka Williams Co. forming the Eureka-Williams Corp. Eureka-Williams continued to build lead-acid batteries, vacuum cleaners and a new line of steel office furniture and was eventually purchased by the Swedish vacuum cleaner giant AB Electrolux in 1974. C. Russell Feldmann retired to his hometown of Greenwich, Connecticut but soon became active in the booming Manhattan real estate market. Just prior to his death, Feldmann purchased the massive (575,000 sq ft) McGraw Hill building at 330 West 42d Street for $15 million. Surprisingly, motor vehicle production would soon resume at the former Watson Wagon plant. In 1971 the 233,000 sq. ft. plant was sold to Titan Homes Inc. and converted over to the manufacture of its Concord Motor Home. Titan Homes was a wholly-owned subsidiary of Champion Home Builders Inc, of Dryden, Michigan, the nation’s largest manufacturer of mobile homes. The Concord recreational vehicle was built on forward-control Ford and Dodge chassis and was available in 20-, 24- and 28-foot lengths. Production of the Concord RV commenced at the end of October, 1971 and in early December production of 12’x60’Titan mobile homes started in the south and southwest wings of the former Jefferson-Travis plant. On December 30th, 1971, Robert Malson, the firm’s sales manager, predicted that during the oncoming year, the Canastota plant would produce 550 motor homes, with a value of $3 million. In March of 1972, William Moody, the division manager, announced that the plant would cease all mobile home production and concentrate solely on motor homes. A second line of motor homes, marketed under the Titan brand would join the Concord later in the year. The Titan RVs would be built in the section of the facility formerly occupied by its mobile home operations which was relocated to a new plant located 60 miles away in Richfield Springs, New York. Although the two brands, Concord & Titan, would share major components, they would be marketed to different segments of the industry and would maintain their individuality through the use of different interior and exterior components. The oil embargo of October 1973 hit the recreational vehicle market hard and by the end of December most of the plant’ employees had been laid off. Concord and Titan dealers were unable to liquidate their existing inventories and with no new orders on the books, most of the firm’s 100 employees were laid off in December. The firm’s salesmen searched for a new product that would be less dependent on recreational usage and discover that sales of small commuter buses remained strong. At the start of 1974, Champion announced their entry into the field, the Handi-Van, a multipurpose modular van that could be outfitted as a mobile office, party van or commuter bus. The Canastota firm’s sales office explained: “The van will come fully equipped of with some of the facilities or may be purchased stripped down so buyers may add their own selections in equipment or furnishings.” By May of 1974 approximately 80 employees were back at work but they were no longer paid by the hour. The firm implemented a piece-work pay system whereby its workers, working in small groups, would be expected to meet a specific quota for which they would be paid a specific amount. Once the group’s quota was met for the day, or week, they would be sent home. The advantage to Champion was that they now had a fixed overhead allowing them to better compete in the marketplace. The advantage to the employees was simple; the new pay scheme allowed them to jeep their jobs, albeit at a reduced wage. The Handi-van was ultimately replaced by the Trans-Van, introduced and although the oil shortage remained a factor throughout the rest of the decade, production of the firm’s recreational vehicles continued into the late 1970s. The Syracuse Herald American’s Terry Lee wrote the following Titan Motor Homes feature for the paper’s May 20, 1979 issue:
Despite Mr. Milks optimism, sales of Titan RV’s did not recover, and the firm shut down its Canastota operations later that year. The plant was sold in 1982 to AGB International Management, a Syracuse-based export marketing firm owned by Abdallah Bseirani, a Saudi national. A handful of firm’s used the plant during the 1980s, and in October of 1994 the entire W. Center St. factory that was once home to the Watson Wagon Works, was destroyed by a “suspicious” fire. At that time the plant was being leased to Canastota Recycling, a firm owned by Lenox Town Supervisor Rocky DeVeronica. © 2004 Mark Theobald - Coachbuilt.com
|
|
|||||||||
|
||||||||||
|
||||||||||
|
||||||||||
|
||||||||||
|
|
||||||||||
| |
||||||||||
|
||||||||||
|
|
||||||||||
|
||||||||||
| |
||||||||||
|
||||||||||
|
|
||||||||||
|
|
||||||||||
|
|
||||||||||
|
© 2004-2012 Coachbuilt.com, Inc.|books|disclaimer|index|privacy |
||||||||||