Commercial Body Supply & Service - March 1922 SAE Journal
|
|
|||
|
Commercial Body Supply & Service - March 1922 SAE Journal |
|||
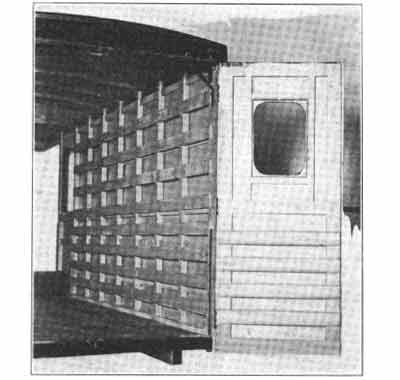
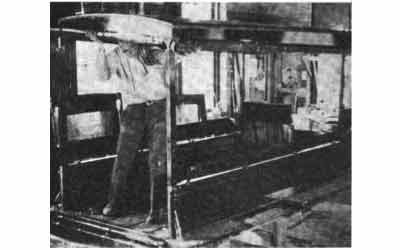
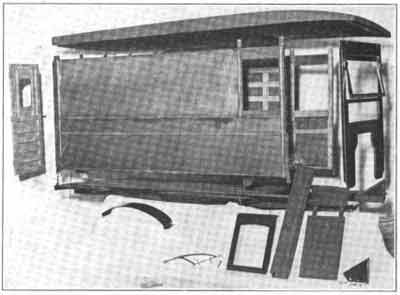 Fig. 1 - Standardized Sectional Panel Body Showing the Principle Sectional Units In Approximately Their Proper Relative Positions
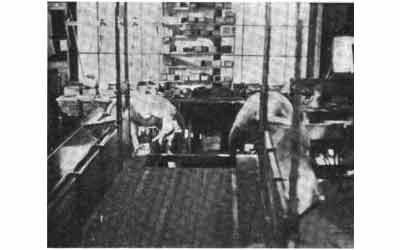
Fig. 2 - Interior Of Partially Assembled Panel Body and Rear Door
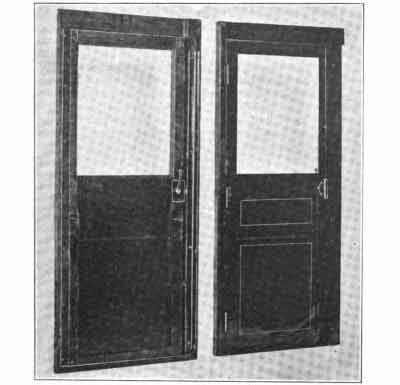
Fig. 3 - Interior Side Of The Vestibule Door Section At The Left, And At The Right, The Exterior
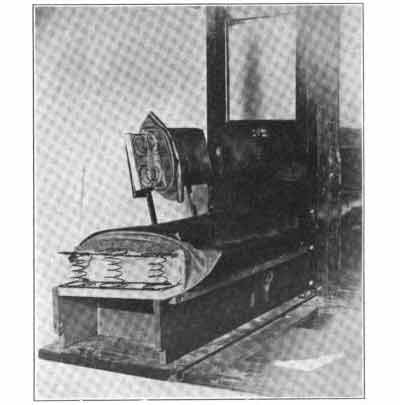
Fig. 4 - Construction Of Seat And Cushion Units Fig. 5 (BELOW) - Six Successive Stages In The Assembling Of The Standardized Sectional Body
(Step 1) The Body Platform Being Placed in Position for Assembly
(Step 2) The Side Section Being Mounted Respectively.
(Step 3) The Toe-Board Brackets Are Being Attached
(Step 4) The Top Is Being Put On.
(Step 5) The Tail Gate Is Being Placed in Position
(Step 6) The Final Step - Adding the Vestibule Doors and the Toe-Boards |
COMMERCIAL-BODY SUPPLY AND SERVICE By C.M. Manly and C.B. Veal (both Members of S.A.E. and Consulting Engineers, New York City) SPECIFYING the four general plans that have been followed by chassis builders in securing body equipment as being the building of bodies in their own shops; on contract by the body maker to plans and specifications of the chassis builder; by a local body maker to the order of the dealer or the owner; and the assembling from stock of standard sectional units recommended by the dealer or selected by the owner, the authors discuss each of these plans in detail. With regard to the plan of using standardized sectional bodies, the different sizes of chassis used for commercial purposes are separated into four specified groups and the production of a complete standard line including a number of styles of body for each chassis is commented upon and illustrated, inclusive of detailed considerations of the all-metal body. The advantages to the dealer and to the user of the factors that are advocated in body building are enumerated, and the standardization of commercial cars and trucks is considered briefly. Service, in its broadest sense, must cover every phase of the marketing and operation of commercial motor vehicles and trucks. Whatever success is attained in the industry must be based fundamentally on service. Service to the dealer, good or bad, begins directly when the chassis is assembled, and continues through him, or directly to the consumer, throughout the usable life of the vehicle. The best interests of the dealer demand a service that results in the largest volume of sales, quickly made, with the minimum capital investment, and at the same time insures that greatest of all selling assets, satisfied customers. The commercial car and truck chassis builder turns out, for the most part, a product that can be rendered useful only by the application of a body. Therefore, he should be vitally interested in having the final user of his vehicle obtain a body of good quality, properly mounted and adapted to the chassis and the work to be done. He is likewise concerned with everything that helps his dealers. The consumer, in this case the truck owner and operator, deserves to receive promptly, with a newly purchased chassis, a body suited to his needs with the assurance that it is durable and can be repaired with a minimum of delay and lost time for the vehicle. The whole fabric of body service must be woven around the idea that a commercial motor vehicle has rendered its maximum of profit and usefulness only when the paying operation begins as soon as possible after it is assembled and continues steadily at a maximum per diem for the longest time with minimum losses through lay-ups for repairs and renewals. Any attempt to analyze the question of body service, therefore, must bring into consideration all phases of body design, production and distribution, as related to the chassis manufacturer, the dealer and the owner, as well as the body manufacturer, or builder. Four distinct general plans have been followed by chassis builders in securing body equipment: (1) Building in their own shop All four are available, to a greater or less extent, at present and to determine the effect of each upon the ultimate question of service we will examine each plan as related to the interests of the chassis builder, the dealer and the owner. Chassis Builder Constructing Bodies The chassis producer who attempts to enter the bodybuilding all-metal bodies is contemplated. Even then the chassis with bodies, will find it necessary to make large investments in plant and equipment, as well as provide an entirely separate organization for their design and manufacture, since body-building is essentially a wood-working industry, as contrasted with the metalworking operations of chassis construction, unless the questionable procedure, treated more specifically later, of building all-matel bodies is contemplated. Even then the type of metal work involved is entirely different from that of chassis construction, and requires radically dissimilar shop and tool equipment and personnel. Many of the large sheet-metal workers have been kept out of the body business because sufficient quantities of bodies of uniform type and dimensions cannot be sold to make the tooling and other quantity-production worthwhile. The fact that some of these companies turned out truck bodies efficiently and at a low price for the Government in war time but have since found it unprofitable to produce for the trade under present conditions of standardization, or, rather, lack of standardization, should make clear to the chassis builder the inadvisability of going into the construction of metal bodies where the outlet for these bodies must necessarily be limited by the sales of their own chassis. If the chassis builder plans anything like national distribution of his product, he must offer a line of bodies sufficient to meet the widely varying demand in different sections of the Country. To satisfy the requirements of Northern winters the driver must be protected from the cold with a complete enclosed job, while in California and the Southwest, in fact, all through the South, there is no market for such body types. In addition to these climatic considerations, every section of the Country insists upon certain features peculiar to itself, either because of more or less clearly defined limitations of the prevailing business in which the body is employed, or through unnecessary but obstinate adherence to established local custom. Even if local distribution only is attempted, a considerable variety in types must be offered, for not only must "the butcher, the baker and the candlestick maker" be provided for, but the grocer, the department store, the manufacturer, the farmer, and, in fact, every conceivable business and trade, comes in for special attention in developing any adequate line of bodies. A large proportion of the city demand will be for panel bodies, if for no better reason, because the large, plain panels of the sides have a real value for advertising purposes. In sparsely settled districts advertising space is of less value and consequently the small town and country merchant and tradesman will purchase only an express-type body, with or without top. The farmer generally has little use for the commercial body type that is most popular in the cities, and demands an entirely different design, depending in detail upon the particular branch of agriculture in which he is engaged. In the wheat belt his body must be grain-tight and preferably fitted with a special grain end gate and other features peculiarly suited to his needs. If he is raising cattle or hogs, he will probably want a stock body, and if this body can be equipped with a stock-loading chute, its sale will be made easier. While the general all-around farmer will prefer some form of universal, convertible platform-type of body, the dairy farmer will demand something different, the orchardist something else, and so on; each prospective purchaser will insist upon some type as being suited to his need. No scheme of body service will be satisfactory to these various consumers, or promote the best interests of the industry, that does not take seriously into account all the conditions leading up to their individual demands. There are many groups of merchants that require more highly specialized bodies, such as ice-cream manufacturers, furniture dealers, florists and undertakers. Then there is a large class of users of dump-bodies or other bodies with special loading or unloading devices, including contractors and dealers in coal, lumber, sand, gravel, brick, cement and other builders' supplies. The larger department-stores are representative of an extensive class of buyers who have created an unmistakable advertising value through years of use of bodies of distinctive, uniform design, painting and attractive appearance. For purely economic reasons, such users can ill afford to purchase bodies of varying type, even though the saving in first cost may be considerable. Frequently peculiarities, not always evident to the outsider, in the transportation problems of a particular company fully justify the employment of highly specialized bodies, through savings actually effected thereby. In contrast with these cases, it is true that there is a large class of users, who, so far as efficient handling of their goods is concerned, could use a common type of body but, to gratify their personal preferences or pride or idiosyncrasies, insist upon exceptional construction and are willing to pay a higher price to obtain a body changed or built to suit them. In the final analysis the chassis builder can find no better reason for entering the body-building field than that of increasing the sale of his chassis. A serious consideration of the widely varied types of body required to meet the demands of his market cannot but convince him that the investment and expense involved will be out of all proportion to the increased profit on his product if he attempts to cater to all prospective customers. On the other hand, limitation of the body types offered with his chassis to a very few standardized jobs, combined with insistence on selling the chassis and mounted body as a unit, is certain to result not only in small body sales but in reduced sales of chassis, since a large proportion of buyers will not take kindly to having a so-called standardized body forced upon them regardless of its suitability for their service. Under such circumstances the loss will be greater than any possible gain, since the customer will buy the chassis that gives him a free hand in obtaining the body best suited to his needs. Commercial motor-vehicle bodies are too bulky to be shipped long distances economically by rail and, excepting the limited number of vehicles that can be driven away from the factory, the mounting of bodies at the builder's plant need not be considered as having any great possibilities. One of the great obstacles in the way of chassis and body standardization has been the bulkiness of bodies in railroad freight transportation, the possibility of damage in shipment and the expense of crating. The prohibitive expense of shipping complete bodies "set-up" can be somewhat reduced by shipping them to dealers "knocked-down," thus increasing the number of bodies which may be placed in a 40-ft. freight-car from 6 to 16, and throwing the burden of assembly and mounting on the dealer. In any case the dealer's capital requirements will be increased by having bodies added to the inventory that he must carry. If the line of bodies he has to offer is sufficient to meet the demand, the expense of storage space becomes no small item, while a limited line cannot meet competition and results in loss of sales through inability to assure proper body service to prospective chassis purchasers. It is generally accepted that the dealer in commercial cars and trucks can succeed only by selling transportation rather than simply vehicles and he cannot claim to sell transportation unless he is prepared to recommend the body types best adapted to the purchaser's needs. The whole process becomes still more expensive for the dealer if he must furnish the facilities and labor for assembling and mounting bodies. If the chassis builder takes a compromise course and offers a medium number of well-selected types, of which the dealer carries a small stock continually, the most promising purchaser is likely to be disgruntled because the body service offered with the chassis is not all that he expects, or can obtain elsewhere, so far as variety is concerned. Even if he does not go elsewhere to buy at first, the dealer is certain to find it burdensome to carry parts and be prepared to make repairs on the limited number of each type going out on sales of complete units. As anything less than a maximum of service in repairing and remodeling bodies will prove unsatisfactory eventually to the user, the effort expended in trying to build up a permanent business of selling the chassis and the body as a unit is, with few exceptions, certain to be entirely out of proportion to the results attained. Bodies Built According To Specification The second plan, while it necessitates the chassis builder carrying a body-designing and engineering department, relieves him of the greater investment in shop and tool equipment and body fabricating organization. The body builder, through his ability to furnish other designs of his own for the trade and to take on contracts to supply various chassis producers, is in a much better position than the latter to acquire an adequate volume of body business for efficient and economical production. Here the advantage to all concerned, as compared with the first plan, ceases, however, since the distribution troubles remain the same, with the possible addition of an initial freight shipment of bodies from the body builder to the chassis plant, and the complications arising in repair service with the attendant embarrassment to the ultimate user through the interdependence of the chassis producer and the body builder in all matters of responsibility affecting the guarantee, proper functioning and durability of the body. Of the four methods applicable to the supply of bodies for commercial vehicles and trucks having national distribution under existing conditions, undoubtedly this plan has the least to recommend it. Custom-built Bodies The third plan, historically, has been the accepted method of most motor-vehicle builders upon first entering the commercial-car field, and is still the plan generally followed by the majority of truck companies. This practice came into effect not through the application of any special economic theory but rather through the natural working-out of conditions as they were and still are to a lamentable degree, especially in connection with heavy-duty trucks. Comparatively few automobiles were used for commercial purposes until within the last ten years, and even as late as 1913 the bodies necessary for these few commercial chassis were built principally by small wagon-shops for the owner or furnished to him by the chassis builder. Where the body problem is put up to the dealer and he endeavors to answer it through the medium of the custom builder, he may expect bodies only slightly developed from those for horse-drawn wagons, in the production of which custom builders have, for the most part, obtained their experience. The result is a body of much greater weight than is necessary from an engineering standpoint, and built, rather than designed, without regard for the principles involved. Progress in the art of custom body-building for commercial transportation has been almost negligible, all alike having followed horse tradition. Nor is progress to be expected from the local body-builder, hampered as he is by tradition and lack of technical training; he cannot advance even if he desires to advance. With the exception of dealers in vehicles of exceptionally high quality, the dealer is forced by competition to obtain a fairly good body at a medium price. The methods and equipment of the local builder are usually very crude. He generally has little or no modern woodworking machinery and must depend upon tedious hand Work for all or most of the fitted parts. Through hurry, carelessness, or improper supervision, poor workmanship results. Such bodies, loosely fitted together, soon become wobbly, decay sets in prematurely from moisture getting into the joints and the life of the body is woefully reduced. The dealers who expects to get from the local builder just what he specifies at a low or even a medium price is certain to experience disappointment. But not all custom bodies are poorly built; many of them show exceptional workmanship and materials. The difficulty with such bodies is that the price is disproportionately high, and even the best of them, constructed with the most conscientious care, are usually deficient in some particular. The making of the body is based on the more or less restricted experience of the builder who, as a practical man, following custom, has exaggerated the care and expense above the true requirements in certain details. Under the critical inspection of a competent engineer, wasted effort will be evident in the construction of virtually all good custom-bodies. In his anxiety to turn out a durable product and always "throw any errors on the safe side," the small, scrupulous builder is inclined to use timber a little larger than necessary here and there and place heavy and elaborate iron forgings where they can do no good. All of this adds to the price and, as increased non-pay load, permanently reduces the efficiency of the vehicle by just that much as a transportation unit. The dealer is quick to realize the loss he sustains through delayed deliveries of the chassis while he waits for a body to be built. Both dealer and customer are aggravated and suffer a substantial loss during this period of waiting, which may run into weeks after the truck is sold. The tying-up of the dealer's money in chassis inventories presents a retardation in the process of merchandising that cannot be ignored by the chassis builder. He should be just as much interested as the dealer in having his chassis promptly placed in active service, for idle equipment represents an investment earning no interest, a definite economic waste that, like time itself, cannot be recovered. This plan of body handling leaves the dealer almost powerless in rendering service to the buyer in matters of repair, all of which are likely to prove relatively expensive in both time and direct cost; a condition that is rendered more exasperating by enforced total loss in earning capacity of the vehicle while it is laid up for repairs, which commonly takes considerably more time than the proportionate value of the parts affected, because the custom body-builder habitually gives little or no attention to the incorporation in his product of features that will facilitate rapid and economical repair. Standardized Sectional Bodies The successful operation of the fourth plan has been made possible only comparatively recently owing to a lack of sufficient demand and the continuous evolutionary changes in body requirements as the business developed. Through the adoption of this plan the chassis builder and his dealer derive a great many benefits. Not the least of these for the former is complete relief from the undertaking of body-building. While eliminating the capital investment involved in the first plan, he simultaneously removes from his dealers the burden of body inventories common to the first and second plans. Moreover, he is assured that his chassis will not be abused by being made to carry a poorly proportioned or ill-fitting body of excessive weight or capacity. The dealer is further helped by overcoming the slowing-up of merchandising while waiting for each body to be built individually under the third plan. To assist in getting a clear understanding of the development and possibilities of this whole scheme, a distinction will be made between the different sizes of chassis used for commercial purposes, dividing them into the following classes: (1) Commercial chassis, requiring a "commercial body," comprising all light popular chassis, whether designed primarily for passenger or commercial purposes, with a rating of less than 1 ton The plan involves the production of a complete standard line including a number of styles of body for each chassis. The large volume of trade available in a single design of chassis early in the commercial-car business made possible the successful beginning of standardization in stock bodies for the first class of vehicle and, as bodies for both the first and the second classes have now been standardized thoroughly, they can be treated, not as a theory, but as a matter of practical accomplishment, and the results regarded as an indication of what can be accomplished by the standardization of heavy-duty trucks. The prospect of a large market for these lighter bodies has permitted the treatment of body design, production and maintenance as engineering problems to an extent never before realized in the body field. The needs of every large class of users have been analyzed thoroughly and standard types developed, each with features that fit it to the actual requirements. There is occasionally some exceptional service that cannot be satisfied by any possible standard, but the vast majority can find what they want in the standard types. The demand for infinite variety is founded on custom and prejudice rather than practical experience or analysis, and a trial usually convinces the buyer that the design of the standard body for his use is based on a more comprehensive and accurate study of his requirements than he could possibly make for himself. By building the bodies in sections and standardizing these sections, it has been found possible to use certain sections for very many different types of these bodies. In some respects, the scheme parallels, although in a very different field and with much greater economic possibilities, the flexibility and utility of the sectional bookcase. Standardization has been carried to such an extent that the reduction in the total number of component parts has diminished noticeably the body-builder's investment in raw materials, work in process and finished goods. Many major parts of bodies and cabs are interchangeable on various types of body. Starting with one platform or base, a choice can be made from several side panels, rear sections and tops, thus making it possible to assemble any one of, literally, a dozen body styles on this one design of base. Likewise, doors and windshields used on cabs or vestibules can be assembled interchangeably with a variety of other body units. In fact, windshield, vestibule doors, vestibule side-windows, rear doors, toe-boards, cushion and lazy-back are worked out readily, each in a single-unit design common to all bodies of whatever model where any one of these items is required. A single end gate can be used to equip many different models. Fig. 1 shows several of the principal sectional units of a panel body, and illustrates how these units can be built easily into a substantial assembly. Fig. 2 shows the interior of the same body partially assembled with the rear door in place. Interior and exterior views of a vestibule door common to all closed-vestibule bodies is shown in Fig. 3, while Fig. 4 clearly indicates a standard seat-cushion and lazy-back construction. Fig. 5 illustrates the six consecutive operations in the assembly of a six-post express-body with a vestibule compartment for the driver, including doors that can be held open by a special fastener when it is desired to use the body with an open front. An inspection of these illustrations, taken in order, demonstrates how, beginning with the platform, the side-panels, the toe-board brackets, the seat, the top, the end gate, the toe-boards, the windshield and the vestibule doors are added as separate unit-sections to make up the complete body. An examination of these views also serves to make clear how comparatively easy it is to replace any section in overhauling or repair. Standardization on a few stock sizes of lumber has made possible its purchase under carefully prepared specifications that insure a quality best suited to the purpose at reduced prices. In the case of the heavier frame and platform members it permits the direct shipment of properly conditioned and seasoned fully ' machined parts from the lumber-mill to the body assembly plants. This reduces the weight to a low minimum before shipment, since it is fully dried instead of green and all waste in the machine-finishing of the parts occurs at the lumber mill before shipment. The total cost of freightage is still further reduced by replacing the double haul from the lumber-mill to the fabricating plant for machining and then on to the assembling plant, by a single shipment from the mill direct to the assembling plant. By adopting efficient quantity-production methods in the manufacture and subassembly of parts, substituting machine for hand labor and manufacturing and fabricating the parts and units under steel jigs, the quality has become more uniform and better at a reduced cost, which has been lowered still further by simplifying operations, decreasing the number of operations and making possible the employment of a less skilled class of workmen. In no phase of the body-builder's activities is the gain of the standardized sectional body over the earlier forms of construction more evident than in freight shipment. Whereas only six bodies, completely set-up, can be shipped in a 40-ft. freight-car, this number can be increased to a maximum of 16 by having them "knocked down". After the bodies are completely built and set-up by body-makers and have been put through the painting and trimming departments they are sent to the shipping department where the tops and sides are disconnected and then crated for loading in the car. Sectional units for 40 bodies can be packed in the same car, with a much lower rate classification, effecting a striking saving in freight-cost and in the labor of assembling, disassembling and crating. To pass a maximum of these economies on to the dealer and insure continuous service to the user, the advantages of this plan are still further extended by establishing factory assembling-branches in all large distributing centers, carrying complete stocks of bodies and parts and well equipped for mounting, painting, lettering and repairing. The body sections, as received from the fabricating plants by those branches, occupy a minimum of storage space and need be assembled only to care for sales demands. At first many were skeptical concerning the possibility of turning out body sections with sufficient accuracy to make all parts interchangeable and permit assembly in the fabricating plant, at assembling branches or by dealers themselves. Of course, it had been fully established that this could be done in the case of machines composed of all-metal parts, but it had to be demonstrated that this is not rendered impracticable in a combination of wood and steel by the expansion and contraction of wood caused by variations in moisture and temperature. While it is true that extraordinary care must be taken in the selection and conditioning of the lumber and finished wood-parts, all this attention, in quantity operations, results in little additional expense, and this is more than offset by improved quality in the product as compared with bodies built under less exacting conditions. Metal Bodies While the all-metal body may, apparently, offer attractive features from the standpoint of quantity production, as affecting the purchase price, it must not be forgotten that maintenance cost and useful life, or depreciation charge, are equally and frequently more important in determining the maximum utility of any transportation unit. The railroad freight-car probably offers as close a parallel to motor-truck bodies in the requirements to be met as can be found in any long established business. The experience of the railroads with all-metal freight-cars certainly does not justify the conclusion that metal truck-bodies will find very general acceptance in the near future, although the all-metal body will, undoubtedly, continue to meet the demands of certain restricted classes of motor-truck haulage. Some of the railroads recently have converted all their steel coal-cars into the so-called "composite", wood and metal, cars, substituting wood for the steel floor-plates, side-sheets and hopper-doors. Others unconditionally recommend the wood body on account of the corrosion of the steel. The history in the railroad industry is, briefly, that for many years freight-cars were built altogether of wood, with only sufficient steel parts to tie it together. About 1890 a few firms started to build steel cars. The industry was stampeded and there was a rapid revolutionary movement to the steel car, and, as usual, the pendulum swung too far, forcing great loss upon all concerned before the industry could recognize the advantages of both lumber and steel properly combined and each used in its proper place. The result at the present time is the composite car, which the master car builders have found to possess advantages in all essential factors. The first cost of the composite car is much less, quality considered, than that of the all-steel freight-car. The average cost of repairing composite cars is less than 40 per cent of that of steel cars in the same service, and the former can be repaired in one-half the time necessary to repair the latter. Furthermore, the composite car can be repaired fully with many materials locally available and without any special equipment, while the all-steel car can be repaired or rebuilt only in a manufacturing establishment equipped with special presses and machinery representing no inconsiderable investment. One of the factors seriously entering into the maintenance and depreciation charges is the fact that in case of a bad accident an all-steel car is frequently almost a complete loss, due to the practical impossibility of economical repair. Railroad operating officials have come to regard the steel car as an unwarranted transportation cost in view of the period of their actual worthwhile service being limited to 10 years; whereas the life of ordinary composite equipment under normal conditions is at least 20 years. Thus both the reproduction value and the actual depreciation of composite cars are less than these costs for all-steel cars. The average composite car weighs approximately 1000 lb. less than corresponding steel cars. The wood sides do not bulge as the sides of steel cars bulge. The composite car is better for shippers in packing and loading, since greater protection is obtained for the contents of the car, and no precautions are necessary against rusted side-sheets, bulging ends, condensation from roofs or leaks of bulk lading through holes in corrugated sheets. The all-metal underframe for freight cars, unquestionably, has been justified by experience. In motor vehicles its function is served, substantially, by the chassis frame. While metal members will, undoubtedly, prove of increasing importance in the framing and bracing of motor vehicle bodies, and designers will do well to incorporate gradually more light metal parts, it is believed that the deficiency of metal in some of the properties, notably resilience, required in truck bodies will prohibit its general adoption to the exclusion of composite wood and metal body-frames. The excuse for metal end-panels does not exist in motor truck as in freight-car bodies. The advantages of first cost demonstrated by the composite freight-car apply in the same manner, although possibly to a less degree, to motor-truck bodies. The item of maintenance and repair should result in an even greater advantage for the combined wood and metal body as compared with the all-metal body upon which only minor repairs can be made outside a specially equipped shop. Even when such a shop is available, major repairs cannot be made, without unwarranted difficulty and expense, if at all. A vehicle operating on the streets and public roads is caught in a collision or otherwise damaged so much more frequently than a freight-car operating upon steel rails of a private right-of-way, that the occasion for repairs becomes greater, and, when necessary, a metal braced and reinforced wood body can be repaired quickly and cheaply with material generally at hand, by an average workman. A steel body, on the other hand, whose parts are specially formed and held together by welding, riveting or some other permanent jointing, presents an expensive, if at all practical, repair job. The same properties that make for difficulty in repair work also restrict or entirely eliminate one element of service that is decidedly in favor of the composite body; namely, there are many little utility changes that the user may need to make to meet the requirements of his own business better. In the composite body, with lumber as the principal material, a saw will readily remove any portion and any handy carpenter with nails and screws can make any desired change easily. The decrease in weight effected through the use of the composite body, as compared with the all-steel construction, is of even greater importance in the case of the motor car than of the railroad car. To a certain extent there is less likelihood of damage resulting to the load from the body itself where it is made of wood instead of steel. Advantages To Dealer The accumulated savings due to increased purchasing power, elimination of waste, economical production and distribution methods, ,and reduced labor, freight and storage charges, when passed on to the dealer, enable him to offer his customers the combined unit of chassis and body at a lower price than it can be secured by any other practical solution of the body problem. These combined benefits can be attained only by quantity output, assured through national distribution of a very complete line and accompanied by the ability to equip not only the chassis of one but those of several of the largest builders. The lower price at which standardized production bodies can be sold benefits the dealer directly through increased sales. The dealer's volume of sales is further Extended by the development of large new fields for the sale of chassis, made possible by the creation of standardized body-types especially suited to these fields. In fact, the body builder has been, and is still, doing as much as, if not more than, the chassis builder in developing new fields for the use of commercial cars. The opening of new provinces of employment for the motor car by the creation of special bodies is well illustrated by the variously called park, country-club or suburban bodies. Thousands of light chassis with these bodies are now sold every year, and their sale is increasing very rapidly. Well-to-do people, with country estates or suburban homes, frequently use a light, popular-priced chassis with this body as a general utility car for taking passengers, baggage or freight to and from the railroad station, marketing, going to the golf club, or general knockabout purposes. Not the least of the advantages to the dealer is that of immediate delivery. In common with most purchasers, the commercial-car or truck prospect generally postpones the buying of a new vehicle as long as possible but, when finally he is persuaded to close a deal, he wants the car immediately. It may be that his old chassis has broken down suddenly, or that additional transportation must be provided for at once. In any case the buyer does not want to wait. Consequently, the dealer who can make immediate delivery of the chassis complete with body, ready for service, has a very tangible advantage, for the chassis without the body is of no use to the purchaser. To reap the full benefit of prompt delivery, the dealer must be able to offer a sufficiently wide line of types to meet all the usual demands. With the assistance of the body-builder's engineers the dealer is able to give the customer expert advice regarding the type of body best suited to his business. Furthermore, the body builder, through his branch assembly-plants, is prepared to give the buyer not only what he needs but what he may reasonably want in the way of special painting, lettering, accessories, numerous variations or additions, in rear and front enclosures, shelves, partitions, doors, etc., so long as the standard basic sections are employed without variation in the design and dimensions. If the volume of his business is sufficient, the dealer can carry profitably on the floor of his own showroom various bodies, the "best-sellers", mounted on his chassis for demonstration purposes. But whether or not the chassis dealer exhibits sample bodies, the body builder's branch should maintain salesrooms and displays where the dealer can show his customer exactly the type of body he is to get. Incidentally, the branch organization becomes a very potent factor in assisting and making sales for the chassis dealer, who finds that often particularly difficult customers can be brought to the closing point by taking them to the body builder's branch and showing them well-made and well-finished bodies and giving them the advantage of the body engineers' advice as to style and type. Thus, these branches not only carry the necessary complete line of bodies and parts to meet the needs of dealers and customers, but they render many helpful services to both in turning out the fully equipped unit. Not only does the dealer benefit by increased chassis sales, but by handling the body sale he realizes an additional profit on the body itself in discounts in which he is protected by the reliable manufacturer. This profit, while attractive to the dealer, does not detract seriously from the economies effected by quantity production. With this scheme of body supply the dealer not only avoids tying up his capital in carrying a stock of bodies but, by quicker sales and more especially by immediate delivery and collection, he is able to reduce the time his money is lying idle in the chassis by from three to six weeks, or even more in many cases. Advantages To User That which helps the dealer benefits the chassis builder indirectly, and, to a great extent, the advantages that they enjoy are passed on to the owner and operator. Better bodies at more attractive prices and immediate delivery are the first of these benefits to appeal to the user. When he finds that without losing any of these he can obtain, generally, exactly what he wants and, if not, a body designed to satisfy his actual needs, he is not likely to look further in making his initial purchase of body equipment. It is after purchase, however, that he experiences the greatest advantage of this method; namely, prompt, effective and economical service and repair. If he has been a user of custom-built bodies, individually fitted together by hand by body-builders, he has learned that they are usually framed so that in case of damage it is almost as expensive to repair a body as to purchase a new one. Also, he has found that the small body-builder, after supplying the original body, makes no pretense of giving service on the body. Under these conditions the user not only has to pay the local small shop an excessive price for repairs but he must bear an even greater expense in that his whole investment in the chassis and the body is tied up and his business suffers heavily while his equipment is out of commission. A standardized sectional body can be smashed by collision or other accident and, regardless of the extent of damage, within a very few hours any damaged piece, or entire sections, can be replaced, if necessary. The manufacture of interchangeable body-parts, reduced to a low minimum in variety, coupled with attention in design to facilitating replacement, offers about all that can be expected reasonably in the possibilities of quick, economical repair. The extent to which these possibilities have been realized in actual practice is well illustrated by three typical cases. One of the large accident-insurance companies, in the settlement of a claim for damages to a 1-ton truck partially wrecked by a street-car in St. Louis, undertook recently to repair a standardized sectional body. Three quotations were obtained, two from local body-builders and one from the body builder's local branch. The builders each required 2 weeks to put the body into shape, and the quotations were $168 and $192, respectively, while the body builder's branch quoted $52, naturally got the job and actually completed the repair, putting in a new side and a new panel, in 2 hr. time. A Boston truck-gardener skidded across the Charles Street Bridge, smashing a side-panel and part of the top of the truck body. Having but the one truck, he needed it every day and could not afford to lay it up for repair. Fortunately for him, it was a standardized sectional body, and the builder's branch replaced the side panel and top and had the truck back on the street in 18 min. A dairy company operating a fleet in New York City, building its own bodies and maintaining repair and paint shops, purchased three sectional bodies because they had to have equipment at once. On the first day of operation one job had an accident, smashing a side-panel and the top against a pillar on the Third Avenue elevated railroad. Finding that it would require 2 weeks to make the repair in its own shop, the company appealed to the body builder's local branch, which turned the job out in the regular course of the day's work in less than 5 hr. Similar examples of prompt and economical service could be added indefinitely, but these are typical and indicate what has been accomplished. The fact that all parts and body sections are built on thoroughly coordinated jigs, thus insuring easy assembling and the perfect fitting of all parts, makes possible such exceptional low cost and speed in handling repairs and replacement. Standardization Of Commercial Cars And Trucks The largest builders of light chassis have modified their stripped chassis offered for commercial purposes to accommodate the mounting of existing models of sectional bodies; so that, while much might be done profitably in the standardization of chassis for commercial cars, the situation at present is such as to give the user some latitude in the choice of chassis and at the same time secure the benefits of the standardized body. To only a slightly less extent this condition also holds for 1-ton trucks. All this has been accomplished, not because of recognized standards, but in spite of the absence of such standards. Trucks of greater capacity have not been produced in sufficient quantity in any one make or model to give the standardized heavy-duty truck-body a fair chance. While the advance already attained in the commercial and light truck business serves to emphasize the pressing need for truck-body standardization, this standardization cannot be carried out successfully until the truck chassis has been standardized. It is doubtful whether any single step could be of more immediate advantage to the truck industry than standardizing chassis body-mounting dimensions, thus enabling body production to be put on a manufacturing basis. There is now a vast difference in all chassis dimensions that have to do with the fitting of the body, such as frame widths and lengths, rear wheel dimensions, wheelbases, driver's seat and its location and all controls. Standardizing frame widths and rear-wheel dimensions would help the body-builder most, but the length of the frame back of the driver's seat and the distance from the driver's seat to the rear axle should be given attention at the same time, establishing, say, a range of three lengths for each body capacity. If, in addition to a uniform practice in these dimensions, agreement could be effected on a standard difference between the height of the frame from the ground and the diameter of the rear wheel for each capacity of truck, the heavy-duty body-builder would be able to count on a sufficient volume of demand to justify marketing standardized bodies for these trucks, and the truck builder, the dealer and the user would enjoy all the advantages that now accrue only in the commercial car and light-truck field. By such a process of standardization, not only the body-builders, but all suppliers of material to them could adopt standards that would reduce their costs greatly, and so through every process of the body industry effect remarkable savings. The delivery to the dealer of the mounted body could be made immediately from stocks of bodies, including a wide range of styles, carried by body-builders having branches, or distributors, throughout the country. There would be an enormous elimination of waste through the user getting his truck and body into profitable operation without any loss of time and continuing their use without expensive lay-ups for repairs; all on account of the superior service all along the line that can be made possible only by the standardization of such chassis dimensions as affect body mounting. From March, 1922 SAE Journal – Chicago Service Meeting Paper - THE JOURNAL OF THE SOCIETY OF AUTOMOTIVE ENGINEERS See the Manufacturer's Index for a list of Commercial Body Builders © 2004 Mark Theobald - Coachbuilt.com
|
|
| For more information please read: Donald J. Narus - Great American Woodies and Wagons Donald J. Narus - Chrysler's Wonderful Woodie: The Town and Country Donald F. Wood - American Woodys David Fetherston - American Woodys Richard Bloechl - Woodies & Wagons Robert Leicester Wagner - Wood Details Ron Kowalke - Station Wagon: A Tribute to America's Workaholic on Wheels Robert J., Jr. Headrick - Chevrolet Station Wagons: 1946 Through 1966 Photo Archive James T. Lenzke & Karen E. O'Brien - Standard Catalog of American Light-Duty Trucks: 1896-2000 Paul G. McLaughlin - Ford Station Wagons 1929-1991 Photo History Lorin Sorensen - Famous Ford Woodies James K. Wagner - Ford Trucks since 1905 George H. Dammann - Illustrated History of Ford George H. Dammann - 90 Years of Ford George H. Dammann & James K. Wagner - The Cars of Lincoln-Mercury Thomas A. MacPherson - The Dodge Story F. Donald Butler - Plymouth-Desoto Story Fred Crismon - International Trucks Don Bunn - Encyclopedia of Chevrolet Trucks George H. Dammann - Seventy Years of Chrysler Walter M.P. McCall - 80 Years of Cadillac LaSalle George H. Dammann & James A. Wren - Packard Dennis Casteele - The Cars of Oldsmobile George H. Dammann - Seventy Years of Buick George H. Dammann - 75 Years of Chevrolet John Gunnell - Seventy-Five Years of Pontiac-Oakland Beverly Rae Kimes & Henry Austin Clark Jr. - Standard Catalog of American Cars 1805-1942 John Gunnell - Standard Catalog of American Cars, 1946-1975 James M. Flammang & Ron Kowalke - Standard Catalog of American Cars, 1976-1999 Marian Suman-Hreblay - Dictionary of World Coachbuilders and Car Stylists Michael Lamm and Dave Holls - A Century of Automotive Style: 100 Years of American Car Design Nick Georgano - The Beaulieu Encyclopedia of the Automobile: Coachbuilding Marian Suman-Hreblay - Automobile Manufacturers Worldwide Registry Ed Strauss & Karen Strauss - The Bus World Encyclopedia of Buses G.N. Georgano & G. Marshall Naul - The Complete Encyclopedia of Commercial Vehicles Albert Mroz - Illustrated Encyclopedia of American Trucks & Commercial Vehicles Donald F. Wood - American Buses Denis Miller - The Illustrated Encyclopedia of Trucks and Buses Susan Meikle Mandell - A Historical Survey of Transit Buses in the United States David Jacobs - American Buses, Greyhound, Trailways and Urban Transportation William A. Luke & Linda L. Metler - Highway Buses of the 20th Century: A Photo Gallery William A. Luke & Brian Grams - Buses of Motorcoach Industries 1932-2000 Photo Archive William A. Luke - Greyhound Buses 1914-2000 Photo Archive William A. Luke - Prevost Buses 1924-2002 Photo Archive William A. Luke - Flxible Intercity Buses 1924-1970 Photo Archive William A. Luke - Buses of ACF Photo Archive (including ACF-Brill & CCF-Brill) William A. Luke - Trailways Buses 1936-2001 Photo Archive William A. Luke - Fageol & Twin Coach Buses 1922-1956 Photo Archive William A. Luke - Yellow Coach Buses 1923 Through 1943: Photo Archive William A. Luke - Trolley Buses: 1913 Through 2001 Photo Archive Harvey Eckart - Mack Buses: 1900 Through 1960 Photo Archive Brian Grams & Andrew Gold - GM Intercity Coaches 1944-1980 Photo Archive Robert R. Ebert - Flxible: A History of the Bus and the Company John McKane - Flxible Transit Buses: 1953 Through 1995 Photo Archive Bill Vossler - Cars, Trucks and Buses Made by Tractor Companies Lyndon W Rowe - Municipal buses of the 1960s Edward S. Kaminsky - American Car & Foundry Company 1899-1999 Dylan Frautschi - Greyhound in Postcards: Buses, Depots and Post Houses Tad Burness - American Truck Spotter's Guide, 1920-1970 Tad Burness - American Truck & Bus Spotter's Guide, 1920-1985 Robert M Roll - American trucking: A seventy-five year odyssey David Jacobs - American Trucks: A photographic essay of American Trucks and Trucking David Jacobs - American Trucks: More Colour Photographs of Truck & Trucking John Gunnell - American Work Trucks: A Pictorial History of Commercial Trucks 1900-1994 George W. Green - Special-Use Vehicles: An Illustrated History of Unconventional Cars and Trucks Daniel D. Hutchins - Wheels Across America: Carriage Art & Craftsmanship Ronald G. Adams - 100 Years of Semi Trucks Stan Holtzman - Big Rigs: The Complete History of the American Semi Truck Stan Holtzman & Jeremy Harris Lipschultz - Classic American Semi Trucks Stan Holtzman - Semi Truck Color History Donald F. Wood - American Beer Trucks Donald F. Wood - Beverage Trucks: Photo Archive Donald F. Wood - Commercial Trucks Donald F. Wood - Delivery Trucks Donald F. Wood - Gas & Oil Trucks Donald F. Wood - Logging Trucks 1915 Through 1970: Photo Archive Donald F. Wood - New Car Carriers 1910-1998 Photo Album Donald F. Wood - RVs & Campers 1900-2000: An Illustrated History Donald F. Wood - Wreckers and Tow Trucks Gini Rice - Relics of the Road Gini Rice - Relics of the Road - Impressive International Trucks 1907-1947 Gini Rice - Relics of the Road - Keen Kenworth Trucks - 1915-1955 Richard J. Copello - American Car Haulers Niels Jansen - Pictorial History of American Trucks John B. Montville - Refuse Trucks: Photo Archive Bill Rhodes - Circus and Carnival Trucks 1941-2000: Photo Archive Howard L. Applegate - Coca-Cola: Its Vehicles in Photographs 1930 Through 1969: Photo Archive James T. Lenzke & Karen E. O'Brien - Standard Catalog of American Light-Duty Trucks: 1896-2000 James K. Wagner - Ford Trucks since 1905 Fred Crismon - International Trucks Don Bunn - Encyclopedia of Chevrolet Trucks
|
| © 2004 Coachbuilt.com, Inc. | Index | Disclaimer | Privacy |